Алгебра. Учебник для 6-8 классов
Алгебра. Учебник для 6-8 классов
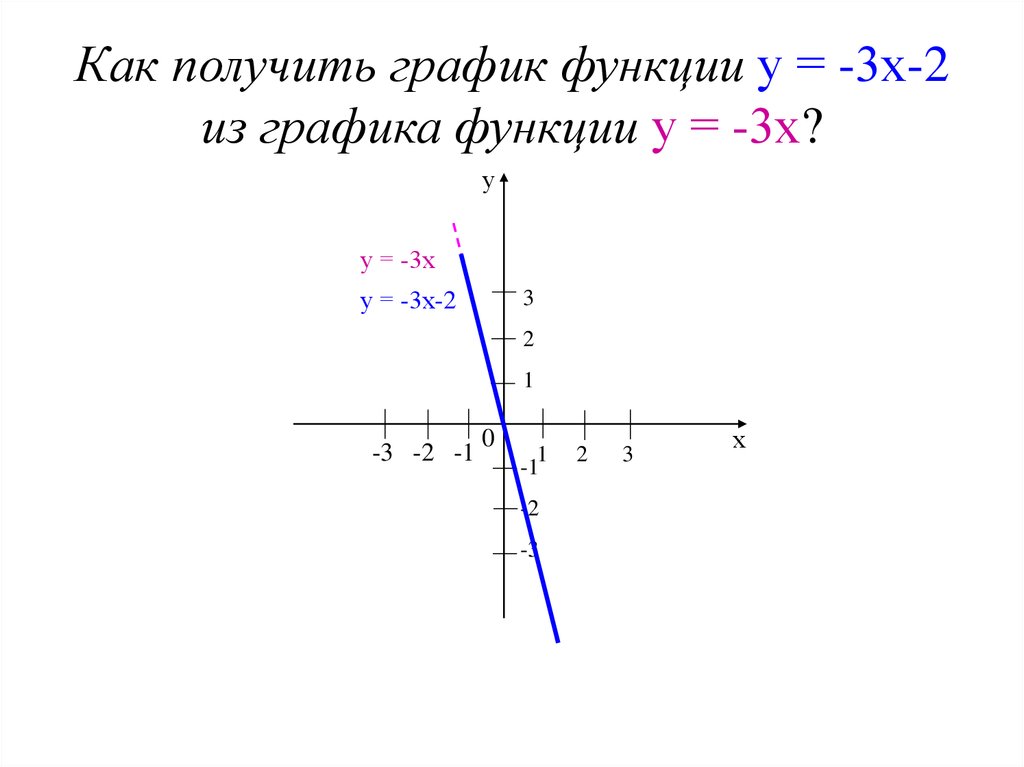
ОглавлениеГЛАВА ПЕРВАЯ АЛГЕБРАИЧЕСКИЕ ВЫРАЖЕНИЯ. § 2. Алгебраические выражения. § 3. Допустимые значения букв. § 4. Порядок действий. § 5. Основные законы сложения и умножения. § 6. Краткие исторические сведения. ГЛАВА ВТОРАЯ. РАЦИОНАЛЬНЫЕ ЧИСЛА. § 7. Положительные и отрицательные числа. § 8. Числовая ось. § 9. Противоположные числа. § 10. Абсолютная величина числа. § 11. Сравнение рациональных чисел. § 12. Сложение рациональных чисел. § 13. Сложение нескольких чисел. § 14. Законы сложения. § 15. Вычитание рациональных чисел. § 16. Алгебраическая сумма. § 17. Умножение. § 18. Умножение нескольких чисел. § 19. Законы умножения. § 20. Деление. § 21. Свойства деления. § 22. Возведение в степень. § 23. Порядок выполнения действий. § 24. Уравнения. § 25. Решение задач с помощью уравнений. § 26. Графики. § 27. Краткие исторические сведения. (Из истории отрицательных чисел.) ГЛАВА ТРЕТЬЯ. ДЕЙСТВИЯ НАД ЦЕЛЫМИ АЛГЕБРАИЧЕСКИМИ ВЫРАЖЕНИЯМИ.  § 28. Одночлен и многочлен. § 29. Тождества и тождественные преобразования. § 30. Коэффициент. § 31. Расположенные многочлены. § 32. Приведение подобных членов. § 33. Сложение одночленов и многочленов. § 34. Противоположные многочлены. § 35. Вычитание одночленов и многочленов § 36. Умножение одночленов. § 37. Умножение многочлена на одночлен. § 38. Умножение многочленов. § 39. Умножение расположенных многочленов. § 40. Возведение одночленов в степень. § 41. Формулы сокращённого умножения. § 42. Общие замечания о делении целых алгебраических выражений. § 43. Деление одночленов. § 44. Деление многочлена на одночлен § 45. Примеры решения уравнений. ГЛАВА ЧЕТВЁРТАЯ. УРАВНЕНИЯ ПЕРВОЙ СТЕПЕНИ С ОДНИМ НЕИЗВЕСТНЫМ. § 48. Два основных свойства уравнений. § 49. Уравнения, содержащие неизвестное в обеих частях. § 50. Уравнение первой степени с одним неизвестным. § 51. Общие указания к решению уравнений. 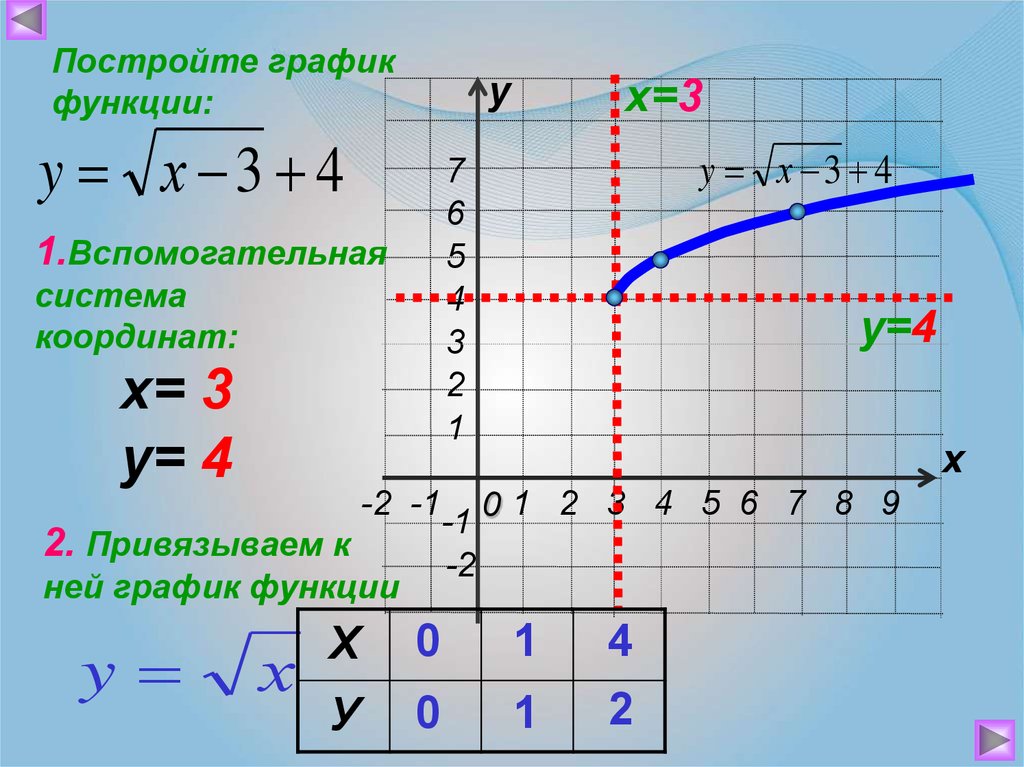 § 52. Решение задач с помощью уравнений. § 53. Краткие исторические сведения. (Из истории уравнений.) ГЛАВА ПЯТАЯ. РАЗЛОЖЕНИЕ МНОГОЧЛЕНОВ НА МНОЖИТЕЛИ. § 54. Понятие о разложении на множители. § 55. Вынесение за скобки общего множителя. § 56. Способ группировки. § 57. Применение формул сокращённого умножения. § 58. Применение нескольких способов. § 59. Деление многочленов при помощи разложения на множители. ГЛАВА ШЕСТАЯ. АЛГЕБРАИЧЕСКИЕ ДРОБИ. § 60. Понятие об алгебраической дроби. § 61. Основное свойство дроби и сокращение дробей. § 62. Перемена знака у членов дроби. § 63. Целая отрицательная и нулевая степени числа. § 64. Приведение дробей к общему знаменателю. § 65. Сложение дробей. § 66. Вычитание дробей. § 67. Умножение дробей. § 68. Деление дробей. § 69. Возведение дроби в натуральную степень. § 70. Дробные уравнения. § 71. Примеры решения уравнений с буквенными коэффициентами. ГЛАВА СЕДЬМАЯ. 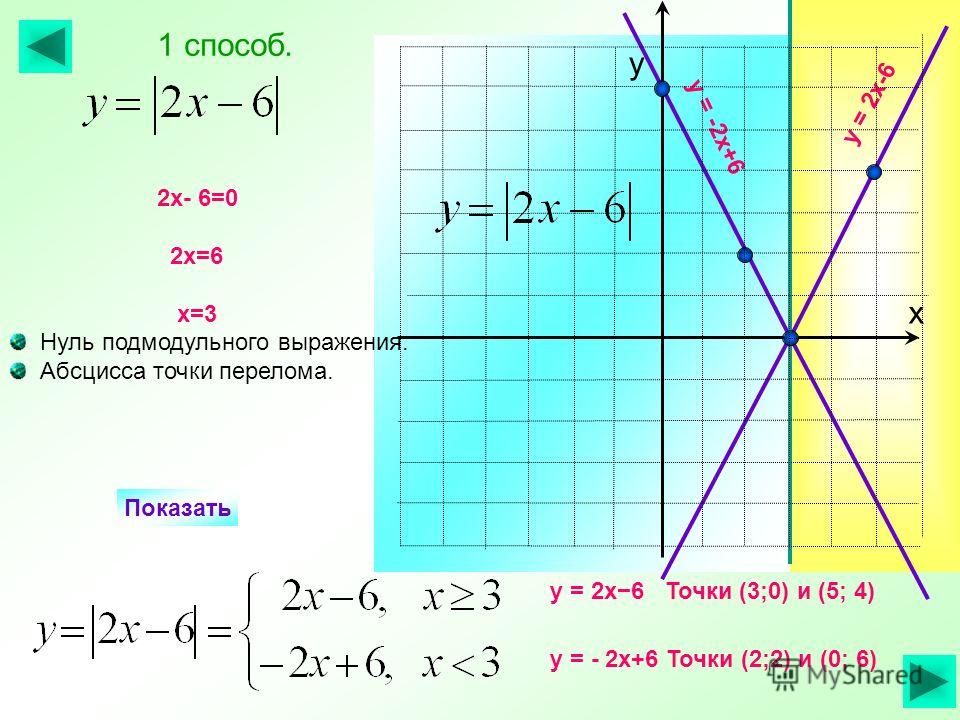 КООРДИНАТЫ И ПРОСТЕЙШИЕ ГРАФИКИ. КООРДИНАТЫ И ПРОСТЕЙШИЕ ГРАФИКИ.§ 72. Координаты точки на плоскости. § 73. Прямо пропорциональная зависимость. § 74. График прямо пропорциональной зависимости. § 75. Линейная зависимость. § 76. Обратно пропорциональная зависимость. ГЛАВА ВОСЬМАЯ. СИСТЕМА УРАВНЕНИЙ ПЕРВОЙ СТЕПЕНИ С ДВУМЯ НЕИЗВЕСТНЫМИ. § 77. Уравнение первой степени с двумя неизвестными. § 78. Система двух уравнений первой степени с двумя неизвестными. § 79. Равносильные системы. § 80. Решение систем уравнений. § 82. Решение задач. § 83. Уравнение с тремя неизвестными. § 84. Система трёх уравнений с тремя неизвестными. ГЛАВА ДЕВЯТАЯ. СЧЁТНАЯ (ЛОГАРИФМИЧЕСКАЯ) ЛИНЕЙКА. § 85. Равномерные и неравномерные шкалы. § 86. Устройство счётной (логарифмической) линейки. § 87. Основная шкала. § 88. Умножение и деление с помощью счётной линейки. ГЛАВА ДЕСЯТАЯ. КВАДРАТНЫЙ КОРЕНЬ. § 89. Построение графика зависимости y = x^2 § 90.  2 2 |
Tronxy XY-3 SE 3-в-1. Двухцветная 3D-печать и лазерная гравировка
XY-3 SE — это новый филаментный 3D-принтер от Tronxy. Вы можете получить его как отдельный 3D-принтер, но, что более интересно, он также доступен как принтер 3-в-1 с дополнительной лазерной гравировкой и двойной головкой экструдера. И цена с этими дополнительными головками весьма привлекательна — в настоящее время около 350 фунтов стерлингов или 459 долларов.
Принтер имеет автоматическое выравнивание платформы, цветной сенсорный экран, объем печати приличного размера и ось z с двумя винтами вместе с зубчатым ремнем, которые должны обеспечивать более точную печать.
Если вы новичок в 3D-печати, я бы порекомендовал взглянуть на мой обзор бюджетного Creality Ender 3, который также включает введение в 3D-печать.
В коробке Принтер поставляется хорошо упакованным и включает в себя инструменты, необходимые для сборки, и некоторые запасные части, в том числе запасной хот-энд. Модель, которую я тестирую, также поставлялась с лазерной насадкой и двойным экструдером. Руководство пользователя неплохо поможет вам в сборке и настройке, а также есть сопроводительное видео.
Модель, которую я тестирую, также поставлялась с лазерной насадкой и двойным экструдером. Руководство пользователя неплохо поможет вам в сборке и настройке, а также есть сопроводительное видео.
Не хватает только пары боковых кусачек для обрезки нити и приведения в порядок отпечатков с опорами. Мой принтер также не поставлялся с британским шнуром питания, но он использует стандартный кабель для чайника.
Сборка проста и занимает от 15 до 30 минут. Верхний узел крепится к основанию 8 болтами.
А кабели с маркировкой нужно просто подключить. Затем прикрепите ручку и держатель катушки.
Во время сборки я обнаружил, что часть синей краски отслоилась.
Стоит проверить, перпендикулярен ли верхний узел к основанию. Качество сборки нормальное, учитывая цену принтера.
Принтер поставляется со стеклянной подставкой, которая довольно аккуратно крепится с помощью 4 небольших зажимов. Я бы предпочел магнитный лист из пружинной стали PEI, как в принтерах Prusa и Anycubic Vyper, которые я только что рассматривал. Это значительно упрощает удаление отпечатков, но это работает довольно хорошо, к чему мы еще вернемся.
Это значительно упрощает удаление отпечатков, но это работает довольно хорошо, к чему мы еще вернемся.
Если в печатающей головке, станине или раме есть какой-либо люфт, имеются эксцентриковые гайки, которые можно затянуть по мере необходимости, но убедитесь, что все по-прежнему может двигаться плавно. Головка на моем принтере была довольно свободной.
Также проверьте натяжение ремней X и Y и ослабьте болты, удерживающие регулировочные пластины на месте, чтобы затянуть их. Я бы предпочел увидеть ручку натяжения, особенно для ремня оси Y, где сначала нужно снять накладку, чтобы получить доступ к натяжной пластине.
Убедитесь, что переключатель напряжения установлен правильно для вашего региона. Он уже был настроен на 220 В, что правильно для Великобритании.
После включения принтера вам необходимо выровнять платформу. Я бы порекомендовал предварительно нагреть сопло и платформу. Нажмите на инструмент | Предварительно нагрейте и коснитесь полей платформы (значок пламени) и экструдера (значок сопла), чтобы начать их нагрев до заданных 50°C и 200°C. Вы можете настроить эти значения с помощью стрелок влево и вправо.
Вы можете настроить эти значения с помощью стрелок влево и вправо.
Выравнивание кровати — процесс несколько запутанный. Нажмите на инструмент | Уровень, а затем выберите Авто. Зонд выравнивания кровати будет проводить измерения в 16 точках, что довольно медленно. Результаты будут отображаться в таблице, а в последней прошивке самая высокая и самая низкая точки выделены красным цветом. Идея состоит в том, что ни одно из измерений не должно быть больше отрицательного или положительного значения 0,5, что означает, что выравнивание сетчатого слоя может справиться с изменением высоты слоя до 1 мм, но не более.
Вам нужно будет использовать ручки регулировки уровня, чтобы получить это как можно ближе. Затяните ручку по часовой стрелке, если число отрицательное, и ослабьте ручку, если число положительное. Затем повторите процедуру автоматического выравнивания, пока все числа не будут в диапазоне от -0,5 до +0,5.
Затем нужно установить смещение по оси Z — в основном это высота сопла над станиной.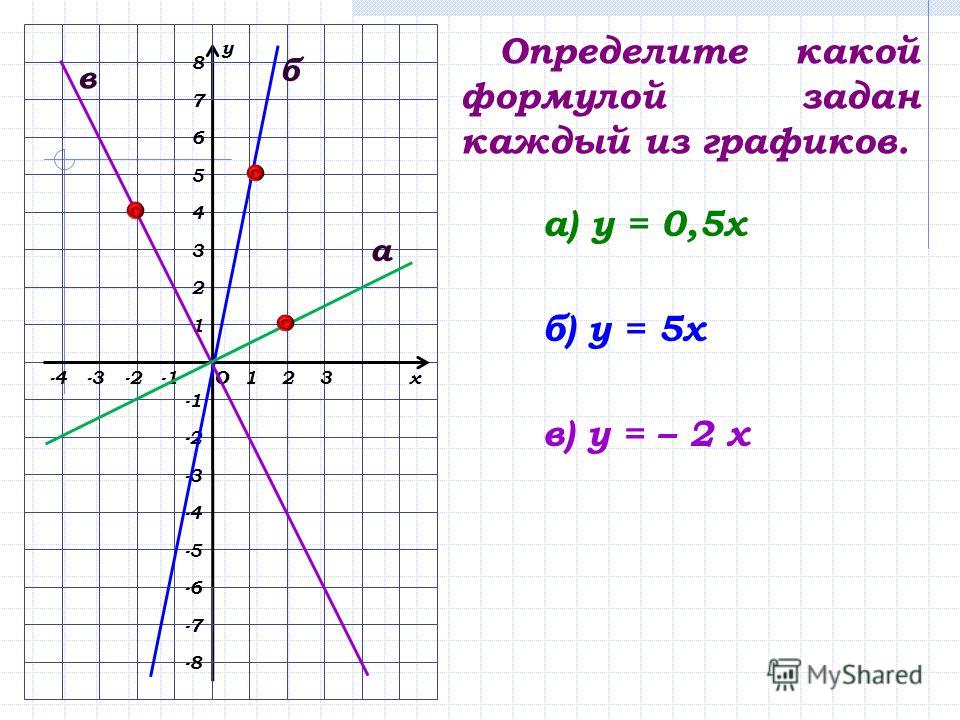 Коснитесь значка смещения Z и поместите лист бумаги под сопло. Отрегулируйте сопло, пока оно не царапает лист бумаги. Тщательно выбирайте шаг движения, чтобы не врезаться соплом в станину.
Коснитесь значка смещения Z и поместите лист бумаги под сопло. Отрегулируйте сопло, пока оно не царапает лист бумаги. Тщательно выбирайте шаг движения, чтобы не врезаться соплом в станину.
Затем нажмите «Установить Z как 0». Нет звукового сигнала подтверждения или чего-либо, указывающего на то, что это было сохранено в текущей прошивке, но я уверен, что это будет добавлено в следующем выпуске.
Обновление встроенного ПО …Вы можете проверить используемое встроенное ПО в System | Информация.
Прошивка V1.24Для обновления необходимо скачать последнюю версию прошивки и распаковать папку Update в корневой каталог карты micro SD. Затем включите принтер со вставленной SD-картой, чтобы принтер автоматически обновился.
Вставка нити в датчик выхода, а затем в экструдер. Я провел пробную печать с включенным PLA. Убедитесь, что вы предварительно нагрели принтер, как я описал выше. Обрежьте нить под углом и попытайтесь выпрямить ее перед подачей через датчик биения нити в экструдер. Это может быть немного затруднительно, заставить его выйти с другой стороны в тефлоновую трубку.
Это может быть немного затруднительно, заставить его выйти с другой стороны в тефлоновую трубку.
Продолжайте проталкивать его вручную, пока он не пройдет большую часть пути через тефлоновую трубку, а затем перейдите в Инструмент | Нить и коснитесь значка E1, чтобы начать экструзию нити до сопла. Когда вы будете уверены, что все работает правильно, нажмите «Стоп».
Вы можете просто проталкивать нить вручную, пока она не потечет из сопла, что я обычно и делаю. Но выполнение этого через меню «Нить» позволяет избежать случайной попытки вытеснить ее из хотэнда, если хотэнд не прогреется до нужной температуры, поскольку принтер предотвратит «холодную экструзию».
Затем нажмите «Печать» и выберите одну из уже нарезанных моделей с SD-карты.
Рекомендую начать с калибровочного куба. В последней версии прошивки вы можете отрегулировать высоту Z, если нить не прилипает или слишком сплющена. Нажмите на значок «Настройки» и увеличьте высоту Z вверх или вниз. Обратите внимание, что эта настройка сохраняется для следующей печати.
Здесь вы также можете отрегулировать скорость печати, температуру, скорость вращения вентилятора горячего конца и охлаждения детали, а также скорость потока.
Производительность
Tronxy XY-3 SE — это принтер для моделирования наплавленным методом или FDM с оптимальным объемом сборки 255 мм x 255 мм x 260 мм и базовым хотэндом в стиле Ender 3, оснащенным соплом 0,4 мм. Горячий конец может достигать 275 ° C, а нагреваемый слой — 110 ° C в соответствии с руководством. Но я бы не стал пытаться печатать при таких температурах, не заменив хотэнд на цельнометаллический, в котором нет трубки из ПТФЭ до сопла. Вы по-прежнему сможете печатать PLA, PETG, ABS и, возможно, гибкий TPU, хотя это будет больше зависеть от довольно простого экструдера.
Принтер весит 11,9 кг и имеет размеры 420 x 440 x 510 мм, хотя с держателем катушки и подвижной станиной вам потребуется много места для использования этого принтера.
Цветной сенсорный экран диагональю 9 см и диагональю 3,5 дюйма отличается высокой отзывчивостью и, если не считать выравнивания, принтер довольно прост в использовании.
Калибровочный куб получился в порядке, хотя его основание немного растопырилось.
Затем я попробовал шарнирную ящерицу также на SD-карте, на этот раз в eSUN PLA+, которая также успешно печаталась, хотя и с небольшой натяжкой. Хотя на это ушло почти 11 часов!
Принтер попытается автоматически возобновить печать после сбоя питания. Я вытащил заглушку в середине печати, и ей удалось продолжить с того места, где она остановилась, хотя трудно избежать небольшого кусочка нити накала, когда он снова нагревается.
Я также проверил датчик биения. Вы получите сообщение о том, что у вас закончилась нить, и печатающая головка переместится в исходное положение. Затем вам будет представлен экран «Нить», чтобы загрузить больше нити. Нажмите стрелку вверх E1, чтобы выгрузить оставшуюся нить, а затем загрузите новую нить, как и раньше. При нажатии Назад печать продолжится. Это сработало, как и должно быть, и с имитацией отключения электроэнергии, и с исчерпанием нити накала печать по-прежнему завершалась успешно.
После первоначального тестирования пришло время нарезать некоторые из моих собственных моделей. Tronxy хочет, чтобы вы использовали их Tronxy Slicer, который в основном представляет собой старую версию Cura с их брендом. Но даже в этом случае вам все равно придется вручную настраивать XY-3 SE в соответствии с руководством. Я не уверен, почему они не могут иметь свое собственное программное обеспечение, уже настроенное для этого принтера.
Я попробовал напечатать несколько моделей с помощью Tronxy Slicer и получил неплохие результаты с простыми отпечатками, но если вы привыкли к последней версии Cura или PrusaSlicer, вы обнаружите, что это очень ограничено, особенно при более сложных отпечатках. На SD-карте есть PDF-файл с некоторыми предложениями по настройке Cura, но он не совсем чистый, и опять же, я не уверен, почему Tronxy просто не предоставляет профиль Cura. Надеемся, что принтер и связанные с ним профили скоро будут добавлены в базу данных Cura.
Они не предоставляют никакой помощи в настройке PrusaSlicer, который является моим любимым слайсером, и в PrusaSlicer нет принтеров Tronxy для создания пользовательского профиля. Тем не менее мне удалось создать собственный профиль, который дал достойные результаты.
Тем не менее мне удалось создать собственный профиль, который дал достойные результаты.
У меня было несколько проблем с засорением, даже с одним экструдером. Частично это связано с конструкцией хотэнда и частично с очень простым экструдером. Кроме того, в принтере используется установка Боудена с печатающей головкой, соединенной с экструдером довольно длинной тефлоновой трубкой из-за размера принтера. Это означает, что экструдеру приходится очень тяжело работать с втягиванием на более сложных отпечатках. Tronxy имеет 8-миллиметровую настройку отвода в своих профилях, что является огромным количеством даже для принтера Боудена.
Простая конструкция хотэнда, по меньшей мере, упрощает очистку хотэнда, если у вас возникнут какие-либо проблемы. Хотя мне приходилось делать это так много раз, в итоге я обрезал кабели вентилятора и обжал / припаял разъемы JST, чтобы было намного проще снять кожух вентилятора. Это также полезно для переключения на двойной экструдер, к которому я вернусь.
В случае засорения установите температуру сопла на 240°C и снимите кожух вентилятора, а затем силиконовый чехол, окружающий блок нагревателя. Удерживая пассатижами блок отопителя, аккуратно откручиваем патрубок головкой на 8. Затем с помощью гаечного ключа снимите муфту и вытащите тефлоновую трубку и любую нить накаливания. Теперь с запасным куском тефлоновой трубки, который входит в комплект поставки, вы можете перемещать ее вперед и назад через терморазрыв, удаляя остатки нити накаливания.
Установите форсунку на место, снова придерживая блок нагревателя и убедитесь, что он плотно прилегает к терморазрыву – между форсункой и блоком нагревателя должен быть небольшой зазор. Убедитесь, что на трубке из ПТФЭ нет никаких нитей, и полностью вставьте ее в терморазрыв так, чтобы она уперлась нижней частью в верхнюю часть сопла. Это очень важно, иначе нить выдавится в любой небольшой зазор между соплом и терморазрывом. На самом деле я заменил тефлоновую трубку на более термостойкую трубку Capricorn, с которой я обычно не заморачиваюсь. Еще слишком рано говорить, есть ли какая-либо выгода, но это означает, что в будущем я смогу печатать при немного более высоких температурах, и это должно быть немного более гладко, что может помочь с огромными втягиваниями.
Еще слишком рано говорить, есть ли какая-либо выгода, но это означает, что в будущем я смогу печатать при немного более высоких температурах, и это должно быть немного более гладко, что может помочь с огромными втягиваниями.
У меня возникло бы сильное искушение попробовать модернизировать этот принтер в будущем до установки с прямым приводом и цельнометаллическим хот-эндом. Его двойная ось Z не должна вызывать проблем с дополнительным весом.
Принтер не очень хорошо справляется с наложением, и у меня провисало даже с небольшими нависаниями. Я потратил слишком много времени, пытаясь решить эти проблемы, и даже спроектировал и напечатал канал вентилятора охлаждения новой детали, который я установил на новый вентилятор охлаждения детали.
Канал охлаждающего вентилятора – проектирование все еще продолжается Я все еще пытаюсь усовершенствовать этот проект, поэтому обновлю статью соответствующим образом. Но даже простая настройка параметров печати может существенно повлиять на качество печати. И показывает, насколько важны проверенные профили принтеров для популярных слайсеров, особенно для новых пользователей.
И показывает, насколько важны проверенные профили принтеров для популярных слайсеров, особенно для новых пользователей.
Остальная часть распечатки 3D Benchy выглядит не так уж плохо, и я обнаружил, что отпечатки довольно точные.
Я также пробовал печатать в PETG, что также дало достойные результаты. Я не очень оптимистичен в отношении гибкого TPU, хотя Tronxy утверждает, что он поддерживается. Я попробую, если перейду на установку с прямым приводом.
И хотя я предпочитаю съемный магнитный лист PEI, как я упоминал ранее, отпечатки как PEI, так и PETG хорошо прилипают к станине, и их не слишком сложно удалить. Вам просто нужно набраться терпения и подождать, пока кровать остынет.
Кровать настроена на 58°C Я проверил изменение температуры подогреваемой кровати для тепловизионной камеры Flir. Было довольно много вариаций — от 5 до 10 градусов при более высоких температурах, так что это может быть чем-то, на что стоит обратить внимание при больших отпечатках. Но у меня не было никаких проблем даже с большими отпечатками, которые я пробовал.
Но у меня не было никаких проблем даже с большими отпечатками, которые я пробовал.
Мне удалось подключить Octoprint через USB-порт и Raspberry Pi, что обеспечило полное дистанционное управление и мониторинг принтера, а также удобную калибровку через интерфейс терминала, например, для настройки электронных шагов.
Принтер оснащен 32-разрядными драйверами шагового двигателя, поэтому печать выполняется очень тихо. К сожалению, вентиляторы материнской платы и хот-энда шумные, и это сильно отвлекает, если они находятся поблизости.
Лазерная гравировка и двойной экструдер
Большой привлекательностью этого принтера являются насадки для лазера и двойного экструдера.
Установка с двумя экструдерами работает с хотэндом 2-в-1 для двухцветной печати. С помощью одного хотэнда вы можете вручную менять цвета между слоями, если хотите, но с этим хотэндом вы сможете печатать отдельные слои двумя цветами. Простой пример Инь и Ян на SD-карте — хороший пример.
Для установки двойного экструдера необходимо снять кожух вентилятора и хотэнд, а также снять картридж нагревателя и термистор. Затем установите хотэнд с двойным экструдером, переустановив картридж нагревателя и термистор. Двойной экструдер необходимо прикрепить болтами к двум шестигранным шпилькам, которые необходимо установить в первую очередь. Затем вам нужно переместить хотэнд и частичные вентиляторы охлаждения в больший кожух вентилятора и снова прикрутить кожух вентилятора. Это еще одно преимущество установки быстроразъемных разъемов на вентиляторы, как я описал выше. Затем вы прикручиваете второй экструдер и подключаете свободные кабели.
Затем установите хотэнд с двойным экструдером, переустановив картридж нагревателя и термистор. Двойной экструдер необходимо прикрепить болтами к двум шестигранным шпилькам, которые необходимо установить в первую очередь. Затем вам нужно переместить хотэнд и частичные вентиляторы охлаждения в больший кожух вентилятора и снова прикрутить кожух вентилятора. Это еще одно преимущество установки быстроразъемных разъемов на вентиляторы, как я описал выше. Затем вы прикручиваете второй экструдер и подключаете свободные кабели.
Нарезка моделей для двойной экструзии — непростая задача. Информации по этому вопросу очень мало, и руководство охватывает только базовые настройки Tronxy Slicer.
Очистка еще одного засораЯ потратил часы, пытаясь получить успешные отпечатки с помощью двойного экструдера, с постоянной поддержкой Tronxy. Обычно хотэнд забивается через несколько минут после начала печати.
Компания Tronxy наконец-то признала, что в их конструкции была ошибка, и что скоро будет выпущен новый двойной экструдер! Если мне пришлют новый дизайн, я попробую еще раз, так как мне нравится идея настоящей двухцветной печати. Но это должно работать довольно хорошо, так как даже если вы можете оставить второй экструдер установленным, замена хот-эндов и кожухов вентиляторов доставляет много хлопот.
Но это должно работать довольно хорошо, так как даже если вы можете оставить второй экструдер установленным, замена хот-эндов и кожухов вентиляторов доставляет много хлопот.
Модуль лазерной гравировки не уникален для Tronxy. Вы можете купить эти лазеры относительно дешево и превратить многие 3D-принтеры в простые гравировальные станки. Но все же приятно иметь его в комплекте с этим принтером, и мне очень хотелось посмотреть, как он работает.
Установка модуля лазерной гравировки мощностью 500 мВт сравнительно проста. Он просто крепится к кожуху вентилятора. Затем вам нужно прикрепить преобразователь 24 В к 12 В сбоку от верхней сборки. Самое сложное — это снять крышку кабеля и поменять местами разъем охлаждающего вентилятора с разъемом от этого преобразователя. Управление вентилятором охлаждения детали через gcode теперь управляет лазером.
Tronxy предоставляет краткие инструкции о том, как использовать лазер с прилагаемым программным обеспечением Lasergrave, но я начал с попытки распечатать прилагаемые файлы gcode. Немного поэкспериментировав, я получил успешные отпечатки на некоторых обрезках дерева. Довольно забавно видеть, как отпечаток выжигают на дереве, и это работает очень хорошо. К сожалению, прилагаемое программное обеспечение написано на китайском языке, поэтому превратить собственный текст и графику в распечатку непросто. Мне удалось напечатать некоторый простой текст, но мне нужно будет поэкспериментировать, когда будет выпущено новое программное обеспечение. Это может быть полезно, если вам очень редко нужно выполнять базовую лазерную гравировку, в противном случае я бы рассмотрел специальный небольшой станок — станок начального уровня Neje стоит всего 65 долларов.
Немного поэкспериментировав, я получил успешные отпечатки на некоторых обрезках дерева. Довольно забавно видеть, как отпечаток выжигают на дереве, и это работает очень хорошо. К сожалению, прилагаемое программное обеспечение написано на китайском языке, поэтому превратить собственный текст и графику в распечатку непросто. Мне удалось напечатать некоторый простой текст, но мне нужно будет поэкспериментировать, когда будет выпущено новое программное обеспечение. Это может быть полезно, если вам очень редко нужно выполнять базовую лазерную гравировку, в противном случае я бы рассмотрел специальный небольшой станок — станок начального уровня Neje стоит всего 65 долларов.
Выводы
Вероятно, я потратил больше времени на обзор этого принтера, чем на любой другой элемент техники, который я рассматривал в последнее время. Мне нравится концепция принтера в этой ценовой категории с дополнительными возможностями. Это экономит деньги и место. Но, к сожалению, этот принтер не совсем закончен. Хот-энд 2-в-1 в настоящее время вообще не работает, а модулю лазерной гравировки требуется какое-то сопутствующее простое в использовании программное обеспечение, чтобы сделать его доступным для всех.
Хот-энд 2-в-1 в настоящее время вообще не работает, а модулю лазерной гравировки требуется какое-то сопутствующее простое в использовании программное обеспечение, чтобы сделать его доступным для всех.
Сам по себе принтер имеет больше возможностей. Его легко собрать и довольно легко использовать, если вы понимаете, как работает автоматическое выравнивание кровати. С его двойной осью Z он может стать интересным претендентом на модернизацию с прямым приводом. Это личное предпочтение, но я также планирую обновить кровать до магнитного листа из пружинной стали PEI.
Я все еще ищу идеальный 3D-принтер для новичка, и я не думаю, что этот принтер отвечает этим требованиям. Возможно, если бы Tronxy могла потратить время на разработку проверенных профилей принтеров для популярного программного обеспечения для нарезки вместе с четкими инструкциями по настройке принтеров в этих приложениях, это было бы более привлекательным. Аппаратное обеспечение — это только половина 3D-печати, особенно по мере того, как технология становится все более зрелой и популярной.
Тем не менее, если вы хотите немного повозиться и, возможно, использовать принтер в качестве платформы для обновления, этот принтер может быть для вас. И я все еще питаю надежду на работающую реализацию экструдера 2-в-1, которая могла бы предложить реальную выгоду для этого принтера.
Не забудьте также заглянуть на мой канал YouTube, где я каждую неделю публикую видеоролики о новейших технологиях и о том, как извлечь из них максимальную пользу. Если вы нажмете значок колокольчика при подписке, вы получите уведомление, как только я выпущу видео, и здесь будет ссылка на мой сайт для написанной статьи. YouTube также является лучшим местом, чтобы оставить комментарий. Я читаю их все и отвечаю на все, что могу!
3D-принтер Tronxy XY-3 SE 3-в-1: https://amzn.to/3q4s5Ki 9{2} — 3t — 1 = 0\\\\ & \Longleftrightarrow t = \frac{3 \pm \sqrt{13}}{2} \end{align*}
Следовательно, необходимо решить следующий набор систем уравнений: \начать{выравнивать*} \begin{случаи} ху = 3\\\\ \dfrac{x}{y} = \dfrac{3 + \sqrt{13}}{2} \end{случаи}\quad \begin{случаи} ху = 3\\\\ \dfrac{x}{y} = \dfrac{3 — \sqrt{13}}{2} \end{случаи} \end{align*}
Вы можете взять это отсюда?
РЕДАКТИРОВАТЬ
Обратите внимание, что вторая система уравнений не имеет решения, поскольку $xy = 3 > 0$ и $\dfrac{x}{y} < 0$.