
«Решение текстовых задач на совместную работу (Система подготовки к ОГЭ и ЕГЭ)»
1. Две трубы наполняют бассейн за 2 часа 40 минут, а одна первая труба наполняет бассейн за 4 часа. За какое время наполняет бассейн одна вторая труба? Ответ выразите в часах. (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
2. Один мастер может выполнить заказ за 20 часов, а другой – за 30 часов. За сколько часов выполнят заказ оба мастера, работая вместе? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
3. Первая труба наполняет резервуар за 18 минут, вторая – за 30 минут. За сколько минут наполнят резервуар две трубы, работая одновременно? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
За сколько минут наполнят резервуар две трубы, работая одновременно? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
4. Две бригады за час совместной работы могут засеять поле площадью 9 гектар. Работая отдельно, первая бригада может засеять поле площадью 20 гектар на 1 час быстрее, чем это сделает вторая бригада. За сколько часов, работая отдельно, вторая бригада засеет поле площадью 6 гектар? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
5. На изготовление 360 деталей первый рабочий затрачивает на 8 часов меньше, чем второй рабочий на изготовление 520 деталей. Известно, что первый рабочий за час делает на 4 детали больше, чем второй. Сколько деталей в час делает первый рабочий? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
Известно, что первый рабочий за час делает на 4 детали больше, чем второй. Сколько деталей в час делает первый рабочий? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
6. Двое каменщиков, работая вместе, за 1 час могут выложить участок стены площадью 2
м2. Работая отдельно, второй каменщик выложит участок стены площадью 4,8м2 на 2 часа быстрее, чем это сделает первый. За сколько часов, работая отдельно, первый каменщик выложит стенку площадью 8 м2?
(Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
7. Токарь VI разряда и его ученик за час вместе изготавливают 50 деталей.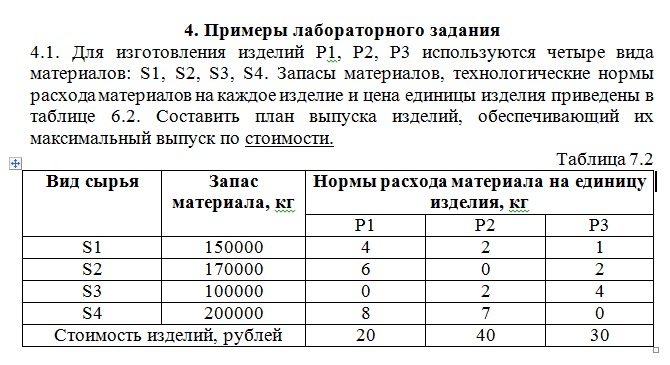 Ученику для изготовления 50 деталей требуется времени на 2 часа больше, чем требуется токарю для изготовления 120 деталей. Сколько деталей в час изготавливает токарь? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
Ученику для изготовления 50 деталей требуется времени на 2 часа больше, чем требуется токарю для изготовления 120 деталей. Сколько деталей в час изготавливает токарь? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
8. Два маляра, работая вместе, могут покрасить забор за три часа. Производительности труда первого и второго маляров относятся как 3:5. Маляры договорились работать поочередно. За сколько часов они покрасят забор, если второй маляр сменит первого после того, как тот покрасит половину всего забора? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
9. Предприятие получило заказ на изготовление партии деталей. Два токаря, работая вместе, могут выполнить этот заказ за семь дней. Производительности труда первого и второго токарей относятся как 3:2. По причине болезни первого токаря в течении пяти дней над заказом работал лишь второй. Сколько дней совместной работы потребуется токарям, чтобы закончить выполнение заказа? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
Предприятие получило заказ на изготовление партии деталей. Два токаря, работая вместе, могут выполнить этот заказ за семь дней. Производительности труда первого и второго токарей относятся как 3:2. По причине болезни первого токаря в течении пяти дней над заказом работал лишь второй. Сколько дней совместной работы потребуется токарям, чтобы закончить выполнение заказа? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
10. Вторая труба наполняет резервуар на 5 минут дольше, чем первая. Обе трубы наполняют этот же резервуар за 6 минут. За сколько минут наполняет этот резервуар одна вторая труба? (Математика. Подготовка к ЕГЭ / Д. А. Мальцев и др.)
 youtube.com/embed/ZNHwuUbZY04″>
youtube.com/embed/ZNHwuUbZY04″>
Исходные данные
Наименование изделий | Группы оборудования (станкоемкость), станко-часы | ||
1 | 2 | 3 | |
А | 20 | 15 | 8 |
Б | – | 20 | 30 |
В | 15 | – | 20 |
Таблица
2.
№ варианта | Пропускная способность по группам оборудования, станко-часы | ||
1 | 2 | 3 | |
1 | 400 | 500 | 600 |
2 | 410 | 510 | 600 |
3 | 420 | 510 | 610 |
| 4 | 425 | 515 | 610 |
5 | 430 | 525 | 615 |
6 | 435 | 525 | 620 |
7 | 440 | 540 | 635 |
8 | 445 | 545 | 640 |
9 | 450 | 550 | 645 |
10 | 455 | 555 | 650 |
11 | 460 | 560 | 655 |
12 | 465 | 560 | 660 |
13 | 470 | 550 | 670 |
14 | 475 | 570 | 670 |
15 | 600 | 480 | 575 |
16 | 610 | 485 | 580 |
17 | 610 | 490 | 585 |
18 | 615 | 410 | 510 |
19 | 620 | 420 | 520 |
20 | 635 | 425 | 525 |
21 | 640 | 430 | |
22 | 645 | 435 | 530 |
23 | 650 | 440 | 540 |
24 | 655 | 445 | 545 |
24 | 660 | 400 | 515 |
25 | 670 | 390 | 500 |
26 | 670 | 395 | 500 |
Методические рекомендации к выполнению
ситуационного задания 2
В данном задании
критерием выступает коэффициент загрузки
оборудования, а ограничением — максимальная
пропускная способность каждой группы
оборудования.
Задача состоит в том, чтобы:
во-первых, установить последовательность запуска того или иного изделия в производство, исходя из установленного критерия;
во-вторых, определить сколько каждого вида изделия может выпустить предприятие.
1. Для установления последовательности следует учитывать сложность технологического процесса. То изделие, которое имеет сложный технологический процесс, то есть которое обрабатывается на всех группах оборудования, является приоритетным и должно запускаться в производство первым. Именно в этом случае оборудование предприятия загружается максимально.
В нашем случае наиболее сложный технологический процесс при изготовлении изделия А.
2. Определяем сколько
изделий А можно изготовить по каждой
группе оборудования. Для этого общую
пропускную способность определенной
группы оборудования необходимо разделить
на станкоемкость изготовления единице
изделия по данной группе оборудования.
Например, на первой группе оборудования можно изготовить 20 единиц изделия А.
На вторые группе — 34 единицы изделия А, а на третий — 75 единиц изделия А.
Таким образом, следует выпускать 20 единиц изделия А.
1. Определяем остаточную пропускную способность каждой группы оборудования при условии, что предприятие уже изготовило 20 единиц изделий А (табл. 2.30).
Таблица 2.30
Остаточная пропускная способность, станко-часов
Группы оборудования | |||
1 | 2 | 3 | |
Остаточная пропускная способность | – | ||
2. Далее снова
устанавливаем последовательность
выпуска изделий. Изделия Б и В имеют
технологические процессы одинаковой
сложности, но при выпуске изделия А
предприятие полностью загрузили
оборудования первой группы, поэтому
изготавливать изделие В невозможно.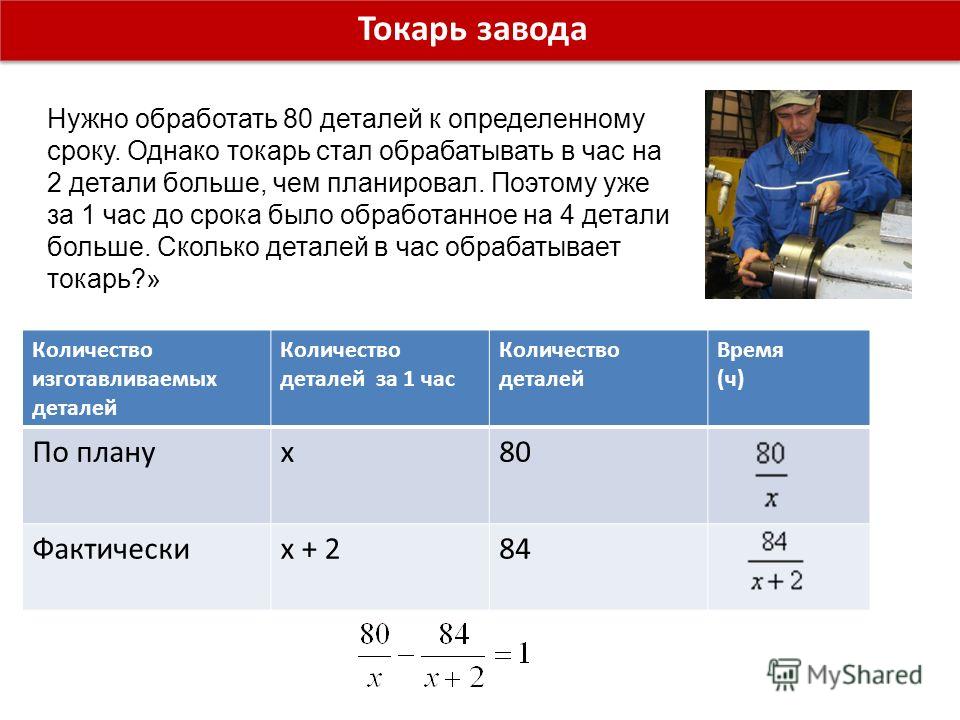
3. Для определения количества программы изготовления изделия Б используем тот же алгоритм (пункт 2, 3). Рассчитываем коэффициент загрузки оборудования (Кзо):
, (2.16)
где ВП – использована пропускная способность оборудования, станко-часов;
МП – максимальная пропускная способность оборудования, станко-часов.
Ситуационное задание 3
Планирование производственной программы
Предприятие выпускает изделия А, Б, В. Все они пользуются спросом на рынке. Менеджер должен принять решение о том, какие изделия и в каком количестве необходимо изготовить опираясь на следующие критерии: максимальная загрузка оборудования, максимальный объем производства, максимальную прибыль.
Исходные данные приведены в табл. 2.31 (для всех вариантов), табл. 2.32 (по вариантам).
Таблица 2.31Исходные данные
Наименование изделий | Станкоемкость изготовления единицы изделия по группам оборудования,
станко/час. | ||
1 | 2 | 3 | |
А | 15 | 15 | 10 |
Б | – | 15 | 30 |
В | – | 15 | |
Общая пропускная способность группы оборудования, станко. / час | 600 | 700 | 800 |
Таблица 2.32
Данные о цене и прибыли единицы изделия, грн.
Вариант | Цена изделия | Прибыль с единицы изделия | ||||
А | Б | В | А | Б | В | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
1 | 200 | 250 | 300 | 20 | 15 | 10 |
2 | 210 | 260 | 310 | 25 | 15 | 10 |
3 | 220 | 270 | 320 | 30 | 10 | 15 |
4 | 230 | 280 | 330 | 35 | 20 | 15 |
5 | 240 | 290 | 340 | 40 | 35 | 20 |
6 | 250 | 300 | 345 | 45 | 40 | 35 |
7 | 255 | 310 | 350 | 15 | 25 | 10 |
8 | 260 | 305 | 355 | 10 | 30 | 15 |
9 | 265 | 315 | 305 | 15 | 25 | 30 |
10 | 270 | 320 | 300 | 20 | 10 | 25 |
11 | 275 | 325 | 310 | 25 | 10 | 15 |
12 | 280 | 330 | 315 | 35 | 15 | 10 |
13 | 285 | 335 | 320 | 30 | 20 | 15 |
14 | 290 | 340 | 325 | 20 | 25 | 15 |
15 | 295 | 345 | 330 | 25 | 35 | 20 |
16 | 300 | 350 | 340 | 30 | 40 | 35 |
17 | 305 | 355 | 345 | 35 | 25 | 10 |
18 | 310 | 365 | 350 | 40 | 30 | 15 |
19 | 290 | 360 | 355 | 45 | 25 | 30 |
20 | 295 | 220 | 300 | 15 | 10 | 25 |
21 | 280 | 210 | 310 | 10 | 15 | 20 |
22 | 270 | 200 | 320 | 15 | 15 | 25 |
23 | 260 | 220 | 330 | 20 | 10 | 20 |
Окончание
табл. 2.32
2.32
1 | 2 | 3 | 4 | 5 | 6 | 7 |
24 | 250 | 215 | 340 | 25 | 15 | 20 |
24 | 240 | 210 | 300 | 35 | 30 | 10 |
25 | 220 | 240 | 304 | 30 | 15 | 10 |
26 | 210 | 245 | 315 | 25 | 10 | 30 |
Методические рекомендации к выполнению
ситуационного задания 3
Ход решения задачи
аналогичный решению ситуационной задачи
2 для каждого критерия отдельно.
При выборе последовательности запуска изделий по критерию максимальный объем производства, необходимо установить по каждому изделию соотношение — цена ÷ станкоемкость изготовление одного изделия на всех группах оборудования. Приоритет в запуске в производства предоставляется изделию, по которому такое соотношение будет максимальным.
При выборе последовательности запуска изделий по критерию максимальную прибыль, необходимо установить по каждому изделию соотношение — прибыль на единицу изделия ÷ станкоемкость изготовление одного изделия на всех группах оборудования. Приоритет в запуске в производства предоставляется изделия, по которому такое соотношение будет максимальным.
Для каждого из вариантов плана выпуска необходимо рассчитать коэффициент общей загрузки оборудования, прибыль и объем выпуска в стоимостном выражении.
Для принятия окончательного
решения по выпуску определенного
количества соответствующих изделий
целесообразно составить итоговую
таблицу (табл. 2.33).
2.33).
Таблица 2.33
Итоговая таблица
Критерии | Варианты плана выпуска продукции | ||
1 | 2 | 3 | |
Загрузка оборудования | |||
Максимальный объем | |||
Максимальная прибыль | |||
Ситуационное задание 4
Планирование производственной программы
На предприятии
разрабатывается производственная
программа на предстоящий период. На
момент разработки программы предприятие
получило несколько
заказов, которые должны быть выполнены
в плановом периоде. Известно, что
необходимо изготовить ряд изделий или
неприбыльных или убыточных, чтобы
удержать свою долю рынка сбыта. Мощности
предприятия, которые остаются после
выпуска таких изделий могут быть
использованные для производства изделий
А, Б и В. На некоторые из них спрос
ограничен.
Так, маркетологи ограничили возможно
производство изделия А — 50 штук, а изделия
В — 40 штук.
Мощности
предприятия, которые остаются после
выпуска таких изделий могут быть
использованные для производства изделий
А, Б и В. На некоторые из них спрос
ограничен.
Так, маркетологи ограничили возможно
производство изделия А — 50 штук, а изделия
В — 40 штук.
Исходные данные приведены в табл. 2.34 (для всех вариантов) и табл. 2.35 (по вариантам).
Таблица 2.34
Исходные данные
Показатели | Группы оборудования | |||
1 | 2 | 3 | 4 | |
Общее время работы оборудования в плановом периоде, ст./час. | 1750 | 1250 | 1350 | 1930 |
Выполнение
имеющихся заказов, ст./час. | 400 | 50 | 600 | 700 |
Неприбыльные или убыточные изделия, ст./час. | 250 | 400 | 300 | 250 |
Станкоемкость изделий, ст./час: А Б В | 7 11 6 | 8 9 – | 5 – 3 | 10 4 7 |
Таблица 2.35
Исходные данные по вариантам
Вариант | Прибыль на единицу изделия, грн. | Вариант | Прибыль на единицу изделия, грн. | ||||
А | Б | В | А | Б | В | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1 | 150 | 30 | 80 | 14 | 130 | 80 | 30 |
2 | 140 | 40 | 90 | 15 | 120 | 90 | 40 |
Окончание
табл. 2.35
2.35
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
3 | 130 | 50 | 100 | 16 | 110 | 100 | 50 |
4 | 120 | 60 | 110 | 17 | 100 | 110 | 60 |
5 | 110 | 65 | 95 | 18 | 90 | 95 | 65 |
6 | 100 | 70 | 90 | 19 | 80 | 90 | 70 |
7 | 90 | 75 | 85 | 20 | 70 | 85 | 75 |
8 | 80 | 100 | 85 | 21 | 60 | 85 | 100 |
9 | 70 | 110 | 80 | 22 | 50 | 80 | 110 |
10 | 60 | 120 | 75 | 23 | 55 | 75 | 120 |
11 | 50 | 130 | 70 | 24 | 45 | 70 | 130 |
12 | 55 | 140 | 65 | 25 | 140 | 65 | 85 |
13 | 45 | 100 | 60 | 26 | 155 | 60 | 80 |
Необходимо разработать
производственную программу на плановый
период таким образом, чтобы обеспечить
предприятию максимально возможную
прибыль. При разработке программы
следует учесть такие приоритеты запуска
изделий в производство: сначала те
изделия, которые дают максимальную
прибыль на один станко-час, затем
приоритет устанавливается исходя из
сложного технологического процесса.
При разработке программы
следует учесть такие приоритеты запуска
изделий в производство: сначала те
изделия, которые дают максимальную
прибыль на один станко-час, затем
приоритет устанавливается исходя из
сложного технологического процесса.
Методические рекомендации к выполнению
ситуационного задания 4
Прежде чем планировать выпуск изделий А, Б и В необходимо значение суммарного времени работы оборудования в плановом периоде уменьшить на величину станкоемкости выполнения заказов и неприбыльных (убыточных) изделий по группам оборудования. Полученная величина будет максимальной пропускной способностью. Далее задача решается аналогично предыдущим заданием.
Задание 1
Предприятие выпускает один вид продукции в количестве 5000 изделий в год. Спрос является неравномерным по кварталам года (табл. 2.36).
Трудоемкость изготовления одного изделия составляет 150 чел.-час.
Недоиспользование 1%
мощности предприятия обходится в 20
грн. , прием и увольнение одного работника
— 50
грн., хранения одного изделия на складе
в течение квартала — 30
грн. Эффективный фонд времени в квартал
составляет 430 чел.-час. Определить, какие
расходы понесет предприятие за 3 года,
если:
, прием и увольнение одного работника
— 50
грн., хранения одного изделия на складе
в течение квартала — 30
грн. Эффективный фонд времени в квартал
составляет 430 чел.-час. Определить, какие
расходы понесет предприятие за 3 года,
если:
а) производство будет равномерным,
б) производство будет строго ориентироваться на спрос.
Сделать выводы.
Таблица 2.36
Варианты к заданию
№ варианта | Спрос на изделия предприятия по кварталам | |||
І | ІІ | ІІІ | IV | |
1 | 2 | 3 | 4 | 5 |
1 | 3200 | 700 | 500 | 600 |
2 | 2400 | 600 | 1200 | 800 |
3 | 800 | 1700 | 1100 | 1400 |
4 | 650 | 900 | 1500 | 1950 |
5 | 900 | 2100 | 500 | 1500 |
6 | 750 | 1000 | 2250 | 1000 |
7 | 3000 | 700 | 800 | 500 |
8 | 700 | 1100 | 900 | 2300 |
9 | 850 | 2150 | 600 | 1400 |
10 | 1950 | 650 | 900 | 1500 |
11 | 1600 | 1700 | 640 | 1060 |
12 | 800 | 1000 | 1300 | 1900 |
13 | 2100 | 700 | 1400 | 800 |
14 | 2000 | 800 | 1400 | 800 |
15 | 750 | 1600 | 1100 | 1550 |
16 | 850 | 1100 | 1350 | 1700 |
17 | 1300 | 1250 | 600 | 1850 |
18 | 1250 | 800 | 2300 | 650 |
19 | 2600 | 750 | 1200 | 450 |
20 | 700 | 1400 | 800 | 2100 |
21 | 1050 | 1850 | 900 | 1200 |
22 | 1950 | 650 | 900 | 1500 |
23 | 2400 | 900 | 600 | 1100 |
Окончание
табл. 2.36
2.36
1 | 2 | 3 | 4 | 5 |
24 | 800 | 1400 | 900 | 1900 |
25 | 1350 | 1850 | 800 | 1000 |
26 | 1250 | 750 | 1550 | 1450 |
Методические рекомендации к выполнению задания 1
1. Рассмотреть вариант,
когда производство на предприятии
равномерно. Рассчитать ежеквартальный
объем производства. Определить количество
рабочих, необходимых для производства
по формуле:
Определить количество
рабочих, необходимых для производства
по формуле:
, (2.17)
где В – ежеквартальный выпуск изделий, ед.
Те — трудоемкость изготовления одного изделия, чел.-час.
Фэфф — эффективный фонд рабочего времени в квартал, чел.-час.
2. Поскольку производство будет равномерным, то производственная мощность будет использоваться полностью, а наемный персонал не надо будет увольнять, однако предприятию придется хранить на складе нереализованной продукции. Необходимо определить для каждого квартала количество изделий, которые будут храниться на складе и затраты на их хранение.
3. Рассчитать суммарные затраты за 3 года хранения продукции на складе.
4. Просчитать вариант,
когда производство будет строго
ориентироваться на спрос. В таком случае
не будет необходимости в хранении
продукции на складе, но количество
необходимых рабочих будет меняться
ежеквартально. Определить необходимое
количество рабочих в каждом квартале,
рассчитать затраты на наем и увольнение
работников в течение 3 лет.
Определить необходимое
количество рабочих в каждом квартале,
рассчитать затраты на наем и увольнение
работников в течение 3 лет.
5. Из-за неравномерного производство мощности предприятия будут недоиспользованными в отдельные кварталы. Для обеспечения производства в тех кварталах, когда спрос является максимальным, на предприятии должна быть установлено соответствующее оборудование. Итак, в тех кварталах, когда спрос падает, не все оборудование будет загружено. Определить процент недоиспользования производственной мощности и расходы предприятия, связанные с этим за 3 года.
6. Определить суммарные затраты при реализации варианта, когда производство строго ориентировано на спрос и сравнить их с расходами по первому варианту. Выбрать наиболее выгодный для предприятия вариант производства.
Задание 2
Планирование численности персонала
Определить численность
персонала предприятия по таким условиям:
объем производства за год составляет
N млн. грн. (табл. 2.37).
грн. (табл. 2.37).
Таблица 2.37
Исходные данные
№ варианта | Объем производства за год (N), млн. грн. | Средняя выработка норм у токарей (K), % | № варианта | Объем производства за год (N), млн. грн. | Средняя выработка норм у токарей (K), % |
1 | 4,0 | 115 | 14 | 3,5 | 112 |
2 | 4,5 | 114 | 15 | 3,0 | 111 |
3 | 5,0 | 113 | 16 | 6,0 | 115 |
4 | 5,5 | 112 | 17 | 6,5 | 114 |
5 | 6,0 | 111 | 18 | 6,0 | 113 |
6 | 6,5 | 116 | 19 | 5,5 | 112 |
7 | 6,0 | 115 | 20 | 5,0 | 111 |
8 | 5,5 | 114 | 21 | 4,5 | 116 |
9 | 5,0 | 113 | 22 | 4,0 | 114 |
10 | 4,5 | 112 | 23 | 4,5 | 113 |
11 | 4,0 | 111 | 24 | 5,0 | 112 |
12 | 3,5 | 116 | 25 | 5,5 | 112 |
13 | 3,0 | 115 | 26 | 6,0 | 111 |
Токари и фрезеровщики
вместе составляют 25% основных рабочих. Вспомогательные рабочие составляют
40% от численности основных рабочих,
другой персонал — 30% от численности всех
рабочих.
Вспомогательные рабочие составляют
40% от численности основных рабочих,
другой персонал — 30% от численности всех
рабочих.
Объем токарных работ на предприятии — 18,5 тыс. нормо-часов в год, а фрезерных — на 25% меньше. Средняя выработка норм у токарей составляет K%, а в фрезеровщиков на 5% больше.
Эффективный фонд времени токарей — 1750 человеко-часов, а у фрезеровщиков — 1780 человеко-часов. Определить численность персонала предприятия.
Методические рекомендации к выполнению задания 2
Осуществить расчеты по профессиям: токарь и фрезеровщик. Численность основных рабочих (Чраб.) определить через трудоемкость изготовления изделий по формуле:
, (2.18)
где Т — трудоемкость изготовления всей партии изделий, нормо-ч;
КВН — коэффициент выполнения норм выработки;
Фэф — эффективный фонд
времени рабочих, человеко-час.
2. Используя данные о соотношении численности основ-ных и вспомогательных рабочих, а также удельного веса рабочих в общей численности персонала предприятия, определить численность работников по категориям и численность персонала на предприятии в целом.
Задание 3
Тактическое планирование
Партию деталей из 50 шт. необходимо обработать за 8 часов. Определить, каким образом это можно сделать. Данные приведены в табл. 2.38.
Таблица 2.38
Исходные данные
Оборудование | Время обработки детали, мин. | Количество единиц оборудования, ед. |
I | 3 | 1 |
II | 5 | 2 |
III | 2 | 1 |
IV | 4 | 1 |
Методические рекомендации к выполнению задания 3
1. Определить
технологический цикл изготовления
партии деталей при последовательной
обработке деталей по формуле:
Определить
технологический цикл изготовления
партии деталей при последовательной
обработке деталей по формуле:
, (2.19)
где n — размер партии деталей, шт.
ti — продолжительность обработки детали на i-й операции, мин.;
сi — количество рабочих мест на операции;
m — количество операции в процессе обработки деталей.
2. Сравнить рассчитанную длительность технологического цикла изготовления партии с временем, отведенным на производство деталей. Сделать вывод о возможности выполнить заказ.
3. Если невозможно изготовить детали в срок при последовательной их обработке, необходимо рассчитать передаточную партию для параллельного вида обработки деталей.
3.1. Рассчитать разницу
между временем, отведенным на производство
партии деталей, и тем, которое занимает
производство всех деталей партии на
наиболее трудоемких операции (ΔТ).
3.2. Определить количество времени на изготовление одной детали на всех операциях, кроме наиболее трудоемких (с учетом количества оборудования, задействованного на каждой операции) (tобраб.дет.).
3.3. Найти отношение ΔТ / tобраб.дет. Если полученное значение является кратным размера партии деталей, то принимает его как передаточную партию (р).
Если полученное значение не является кратным размеру партии, то в качестве передаточной партии следует выбрать ближайшее к полученному значению число, кратное партии. Например, если партия деталей равно 60 шт., а полученное значение — 11, то передаточную партию следует взять равным 10 шт.
4. Определить технологический цикл изготовления партии деталей при параллельной обработке деталей по формуле:
, (2.20)
где p – размер передаточной партии, шт.;
–цикл операции с
максимальной продолжительностью, мин.
Задание 3.1
Предприятие получило заказ на изготовление партии деталей из 70 шт. за 5 часов. Определить, можно ли выполнить заказ и каким образом организовать его выполнение. Продолжительность обработки деталей на операциях: 1 — 7 мин., 2 — 3 мин., 3 — 6 мин. Количество рабочих мест на первой операции — два, на второй и третьей операции — по одному.
Задание 3.2
Предприятие получило заказ на изготовление партии дета-лей из 100 шт. за 16 часов. Определить, можно ли выполнить заказ и каким образом организовать его выполнение. Продолжительность обработки деталей на операциях: 1 — 5 мин., 2 — 8 мин., 3 — 4 мин. Количество рабочих мест на операциях — по одному.
Задание 3.3
Предприятие
получило заказ на изготовление партии
деталей из 90 шт. за 8 часов. Определить,
можно ли выполнить заказ и каким образом
организовать его выполнение.
Продолжительность обработки деталей
на операциях: 1 — 12 мин.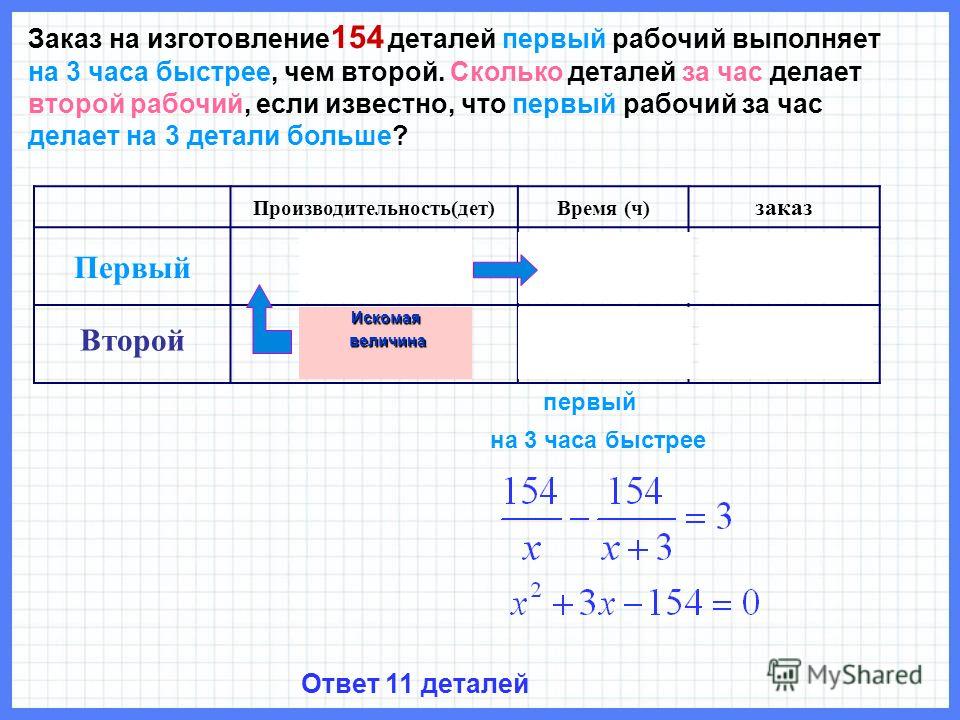 , 2 — 6 мин., 3 — 8 мин.
Количество рабочих мест на первой
операции — два, на второй и третьей
операции — по одному.
, 2 — 6 мин., 3 — 8 мин.
Количество рабочих мест на первой
операции — два, на второй и третьей
операции — по одному.
Задание 3.4
Предприятие получило заказ на изготовление партии деталей из 100 шт. за 20 часов. Определить, можно ли выполнить заказ и каким образом организовать его выполнение. Продолжительность обработки деталей на операциях: 1 — 6 мин., 2 — 10 мин., 3 — 15 мин. Количество рабочих мест на первой и второй операции — по одному в третьей операции – три.
Задание 3.5
Партия деталей должна быть изготовлена за 7 часов. Размер партии — 80 шт.
Определить, каким образом следует организовать изготовление этой партии, чтобы успеть за отведенное время.
Продолжительность
обработки деталей на операциях: 1 — 5
мин., 2 — 8 мин., 3 — 3 мин., 4 — 2 мин. Количество
рабочих мест на первой, третьей и
четвертой операциях — по одному, на
второй операции — два.
Задание 3.6
Определить продолжительность обработки детали на 3-й операции, если цикл параллельной обработки партии из 25 деталей составляет 3,5 часа, передаточная партия — 5 деталей. На всех операциях по одному рабочему месту, на второй операции — два рабочих места. Продолжительность обработки деталей на операциях: 1 — 6 мин., 2 — 8 мин., 4 — 4 мин.
Задание 3.7
Определить количество рабочих мест по операциям, если партия из 40 деталей без передаточных партий была изготовлена за 4 часа. Продолжительность обработки деталей на операциях: 1 — 7 мин., 2 — 3 мин., 3 — 2 мин., 4 — 4 мин.
Завод им. Козицкого в дни блокады
Завод им. Козицкого в дни блокады.
К 80-летию начала блокады Ленинграда
Началом блокады считается 8 сентября 1941 года, когда была прервана сухопутная связь Ленинграда со всей страной. Однако жители города потеряли возможность покинуть Ленинград двумя неделями раньше. Железнодорожное сообщение было прервано 27 августа. На городских вокзалах и в пригородах скопились десятки тысяч людей, ожидавших возможности эвакуироваться на восток.
Однако жители города потеряли возможность покинуть Ленинград двумя неделями раньше. Железнодорожное сообщение было прервано 27 августа. На городских вокзалах и в пригородах скопились десятки тысяч людей, ожидавших возможности эвакуироваться на восток.
Последний, шестой, эшелон с рабочими и оборудованием завода им. Козицкого ушел в Омск 20 августа. Не удалось отправить до полной блокады пять уже загруженных оборудованием эшелонов. Эти эшелоны с охраной были разбросаны по окраинам Ленинграда — у Кировского завода, на Выборгской стороне и на других железнодорожных ветках. Работникам завода, оставшимся в Ленинграде, пришлось разгружать вагоны, возвращая на место самое необходимое оборудование. Некоторые вагоны были законсервированы и так и простояли всю блокаду.
«С первых дней войны на заводе был создан истребительный батальон из работников завода, имеющих «бронь». Я считался командиром этого батальона. Люди были вооружены только охотничьими ружьями, изъятыми у населения. В задачу батальона входила ликвидация немецких десантников на о. Голодай. В один из сентябрьских дней 1941 года командование народного ополчения приказало батальону отправиться на фронт в район Ораниенбаума. Горком мне приказал остаться на заводе. Через несколько дней из всего состава батальона возвратилось несколько человек.
В задачу батальона входила ликвидация немецких десантников на о. Голодай. В один из сентябрьских дней 1941 года командование народного ополчения приказало батальону отправиться на фронт в район Ораниенбаума. Горком мне приказал остаться на заводе. Через несколько дней из всего состава батальона возвратилось несколько человек.
Насколько мне было известно, значительная часть зенитной артиллерии, в том числе корабельной, была отправлена к Москве, и начавшиеся налеты немецкой авиации на город не вызывали ответный огонь. С вышки завода ночью можно было наблюдать полеты самолетов немецкой авиаразведки (мы их называли «рамами») без обстрела с нашей стороны. Но со всех сторон летели ракеты, указывающие на стратегические объекты, которые следовало, с точки зрения немецких шпионов, бомбить», — вспоминает директор завода А.А.Захаров.
Приказом НКЭП СССР (Народного Комиссариата по электропромышленности) от 19 августа Директору завода 210 А.А.Захарову предписывалось «под личную ответственность обеспечить эвакуацию завода в указанные сроки», а также:
«Для удовлетворения нужд фронта оставить на месте:
-
Производство ручных взрывных гранат детали 3 и 4.

- Закончить оставшиеся 100 шт. объекта «Мороз» в счет августовского задания Горкома ВКП(б) в количестве 450 шт.
- Закончить монтаж и отгрузить без настройки передатчики СКП-15 в кол. 3-х комплектов для НКС (Народный комиссариат связи) и гидрометеослужбы.
- Закончить кооперированный заказ по заводу 327 по объекту 15.
- Производство конденсаторов потенциометров и ламповых панелей обеспечить в количестве, удовлетворяющем нужды ленинградских предприятий.
- На базе опытной мастерской создать производственный участок для окончания вышеуказанных заказов».

«С первых дней войны требовалось соблюдать мобилизационный план, в соответствии с которым, к сожалению, надо было изготавливать не радиостанции, а некоторые механические детали для патронного производства завода, находящегося на о. Голодай, почти рядом с заводом им. Козицкого. По инструкции пакет с мобилизационным планом могли распечатать только с началом войны. Правда, началась подготовка к выпуску небольшой радиостанции «Север» для партизан. Завод выполнял особо важные заказы для армии и военно-морского флота. Продолжалось производство средств связи. Завод получил новый срочный заказ – изготовить большую партию взрывателей для противопехотных мин» (А.А.Захаров).
Правда, началась подготовка к выпуску небольшой радиостанции «Север» для партизан. Завод выполнял особо важные заказы для армии и военно-морского флота. Продолжалось производство средств связи. Завод получил новый срочный заказ – изготовить большую партию взрывателей для противопехотных мин» (А.А.Захаров).
Григорий Львович Штейнер, зам. начальника 8-го эшелона, который не смог выехать из Ленинграда, вернулся на завод. Заводу было поручено изготовить большую партию деталей, используемых в запалах для гранат. Эти детали (№ 3 и № 4) представляли собой точеные латунные детали высокого класса точности. Изготовление производилось в цехе №6 на токарных и револьверных станках. Начальником цеха был Семен Иванович Манухин. Высокие требования к точности размеров и отсутствие специального мерительного инструмента при большом объеме контрольных операций (одна деталь при контроле требовала 18-ти замеров) превратили приемку гильз для запалов в проблему. В этот период все имевшиеся в наличии станки были задействованы для изготовления этих деталей. Половина цеха была завалена деталями, имевшими отклонения от калибра. Не имелось четкой информации о допусках, и они отсортировывались как негодные. Отсутствие квалифицированных кадров превратило изготовление этих деталей в проблему. Г.Л.Штейнер возглавил контрольный аппарат механического цеха (он насчитывал около сотни человек), разобрался в требованиях к детали, установил допустимые отклонения от номинала, изготовил калибры, и в короткие сроки снял напряженность с изготовлением и поставкой этих деталей. Позже он организовал инструментальный цех – обучая молодежь и восстанавливая утраченное оборудование. Инструментальный цех изготавливал оснастку – штампы, пресс-формы, и в короткие сроки оснастил необходимым инструментом радиостанцию «Север».
Половина цеха была завалена деталями, имевшими отклонения от калибра. Не имелось четкой информации о допусках, и они отсортировывались как негодные. Отсутствие квалифицированных кадров превратило изготовление этих деталей в проблему. Г.Л.Штейнер возглавил контрольный аппарат механического цеха (он насчитывал около сотни человек), разобрался в требованиях к детали, установил допустимые отклонения от номинала, изготовил калибры, и в короткие сроки снял напряженность с изготовлением и поставкой этих деталей. Позже он организовал инструментальный цех – обучая молодежь и восстанавливая утраченное оборудование. Инструментальный цех изготавливал оснастку – штампы, пресс-формы, и в короткие сроки оснастил необходимым инструментом радиостанцию «Север».
Заводу предстояло работать, и он был превращен в крепость обороны.
|
|
|
Иван Николаевич Ливенцов |
Большую роль в этом сыграл парторг завода И. Н. Ливенцов, с 1943 г. – директор.
Иван Николаевич Ливенцов окончил ленинградский Энерготехникум, работал на заводе с 1932 г. до ухода на пенсию в 1967 г. С 1932 г. заместитель начальника цеха, затем начальник цеха, начальник связи завода, в отделе главного энергетика, заместитель главного инженера по производству. В 1941 г., незадолго до начала Отечественной войны, его избирают секретарем парткома и, как тогда было принято на крупных предприятиях, назначают парторгом ЦК ВКП(б) на заводе. С 1943 г. на протяжении 25 лет являлся иректором завода.
Правительственные награды: ордена Ленина, Красной Звезды, два ордена «Знак Почета» и медали. Лауреат Сталинской премии 1950 г. за разработку радиопередатчиков серии «Победа». В июле 1966 г. за достигнутые успехи в выполнении заводом семилетнего плана ему присвоено звание Героя Социалистического труда. Являлся одним из наиболее авторитетных ленинградских директоров и старейшим по директорскому стажу.
Выдержки из доклада И.Н. Ливенцова, сделанного в 1975 г., «Некоторые характерные вопросы из практики работы партийного комитета, дирекции завода имени Козицкого в период Отечественной войны 1941-1945 гг.» приводятся в этой статье.
«На заводе в Ленинграде осталось 700-800 человек — народ твердый, бесстрашный, закаленный — большинство коммунистов. Партийная организация сохранилась и превратилась в боевой отряд района, Василеостровский районный комитет партии вооружил рабочий отряд завода. Отряд был переведен на казарменное положение. Рабочий отряд сделал большое дело по сооружению укрытий для оставшегося состава на заводе, возвел укрепления и создал боевые точки. Ежечасно отряд совместно с подразделением МПВО, насчитывавшим 300 человек, нес охрану завода и микрорайона».
В задачи службы МПВО входила защита завода от пожаров и диверсий, помощь населению ближайших улиц во время налетов вражеской авиации. При штабе работали химическая, медико-санитарная, противопожарная и аварийная команды. Весь их состав был на казарменном положении. Бойцы, за исключением руководителей, должны были работать на производстве, а в случае бомбежки или артиллерийского обстрела немедленно являться на свои боевые посты. Вначале в составе команды были мужчины. Затем, когда многие из них ушли в ряды народного ополчения, бойцами и командирами команды МПВО завода стали женщины. Они погасили сотни зажигательных бомб.
Во дворе предприятия разорвалось несколько фугасных бомб; взрывной волной вырвало двери и оконные рамы, разрушило центральную котельную. Во время артиллерийских обстрелов восемь снарядов упало на заводские корпуса.
Команды МПВО — около 300 человек — несли круглосуточное дежурство по защите объекта от вражеских бомбардировок.
Был создан пункт всеобщего обязательного обучения военному делу мужчин и женщин от 16 до 50 лет.
|
|
|
|
Михаил Андреевич Мухин, начальник команды МПВО |
Занятия команды МПВО проводит начальник М. |
«Хотелось бы вспомнить и хотя бы вкратце осветить вопросы охраны и обороны объекта. В этих делах на заводе было четыре хорошо знающих несущих службу товарищей. Это — начальник штаба МПВО Михаил Андреевич Мухин, начальник отдела Козлов Алексей Кузьмич, начальник вооруженной охраны Андрей Алексеевич Табалов и начальник военизированной пожарной охраны Роман Иванович Урусов. Личному составу работающих приходилось выполнять заказы под постоянной опасностью бомбардировок с воздуха и артобстрелов. Требовалось соблюдать самые тщательные меры предосторожности. Враг, видимо, нащупал наш объект и беспрерывно сбрасывал бомбы в этом микрорайоне и усилил артобстрелы из дальнобойных орудий. Нужно отдать должное тов. Козлову Алексею Кузьмичу, тов.Мухину, тов. Табалову, тов. Урусову, что за светомаскировкой и охраной было установлено самое тщательное наблюдение. Светомаскировка не просматривалась с воздуха. На чердаках было установлено постоянное патрулирование, исключающее возможную вражескую сигнализацию. Производственные цехи были размещены так, чтобы в любое время дня и ночи люди перемещались только внутри помещения. Столовая также была организована в производственном помещении завода. Под особым наблюдением находились малярный и гальванический цехи.
Такие меры предосторожности помогли сохранить предприятие от разрушения и избежать человеческих жертв» (И.Н.Ливенцов).
|
|
|
Андрей Андреевич Захаров |
«6 сентября 1941 г. была первая бомбежка Ленинграда, а 8 сентября днем немецкой авиацией были сожжены Бадаевские склады продовольствия. В это время я возвращался из очередного посещения одного из эшелонов и наблюдал, как горели склады и безмятежно летели после бомбежки немецкие самолеты. Была допущена очередная глупость — в одном месте хранились большие запасы продовольствия, а ведь их можно было рассредоточить. После всего этого резко ухудшилось снабжение населения питанием», — вспоминает директор завода А.А.Захаров.
Склады им. А.Е.Бадаева – деревянные складские помещения для хранения текущих продовольственных запасов. Построены в 1914 г. находились между современными Московским пр., Черниговской и Киевской улицами. Во время первого массированного налета фашистской авиации подожжены зажигательными бомбами во время пожара в них сгорели запасы муки, сахара и другого продовольствия. в дальнейшем оставшиеся в Ленинграде запасы продовольствия для сохранения их от обстрелов и бомбежек были рассредоточены по всему городу.
|
|
|
Карточка на хлеб для служащего на июль 1941 г.
|
Постановлением №1882 карточки на «некоторые продовольственные и промышленные товары в гг. Москве, Ленинграде и в отдельных городах и пригородных районах Московской и Ленинградской областей» были введены еще 18 июля 1941 г. Хлеб по карточкам ленинградцы получали ежедневно, остальные же продукты — ежедекадно (раз в десять дней).
Первоначально норма по карточке для рабочих и инженерно-техническим работников составляла 800 г. хлеба, для служащих – 600 г. Второго сентября нормы были снижены: по «рабочей» карточке — 600 г., служащим — по 400 г., детям и иждивенцам — по 300 г.
Всего имело место пять снижений норм. Самая минимальная норма действовала с 20 ноября по 25 декабря 1941 года. «Рабочая карточка на хлеб — 250 гр. в день, служащим — 125 гр., и даже этого хлеба в булочных по три дня не было, не привозили. Люди, стоя у булочных и идя по улице, падали и умирали от истощения и дистрофии» (из воспоминаний Р.И.Фесенко).
За декабрь 1941 года в Ленинграде умерло от голода около 50 тысяч человек.
С началом действия ледовой «Дороги жизни» поступление продуктов в Ленинград увеличилось и нормы выдачи хлеба были повышены до 350 граммов рабочим и до 200 граммов остальным жителям города. Но такие нормы не могли пресечь голод. В первую блокадную зиму смертность от голода была самой высокой. В последующие месяцы блокады периодически нормы выдачи хлеба по карточкам повышались.
После эвакуации в Омск основной части завода во главе с директором А.А.Захаровым, руководить оставшейся частью завода был назначен его заместитель — Петр Степанович Стогов. При нем завод пережил самый тяжелый период.
Стогов Петр Степанович начал работу на заводе им. Козицкого с 1928 г. и прошел путь от помощника мастера в обмоточно-трансформаторной мастерской до зам. Директора завода, а с октября 1941 по июнь 1942 – исполнял обязанности директора завода.
|
|
|
|
|
Акт приема-передачи имущества завода от 12 октября 1941г.
|
Приказ директора завода П.С.Стогова от 4.12.1941 г. об увольнении с завода зав. базой за несвоевременное предупреждение о разрушениях от фугасных бомб. |
|
«Было нарушено городское водоснабжение. Поскольку на заказах для фронта работало более 1000 человек, вопросы поддержания санитарных условий — это вопрос здоровья, вопросы сохранения жизней. Партком и дирекция быстро провели следующие мероприятия: отделили санитарную сеть от городской и подали в санитарную сеть воду насосами из реки Смоленки. Это, безусловно, обеспечило чистоту в санузлах, в цехах эту воду использовали для душевых. На заводе всегда было чисто, и народ имел возможность помыться. Эту задачу удалось решить хорошо. Что касается воды для пищеблока, то здесь без невской воды было не обойтись. Как и все — возили в бочках на саночках воду из Невы и для приготовления пищи и для питья с последующей химической обработкой и кипячением. Пожарная охрана завода имела специальную пожарную машину с автономным насосом и достаточный набор пожарных рукавов, — поэтому и этот участок охраны в какой-то степени был обеспечен» (И.Н.Ливенцов).
«Масштабы производства были таковы, что без технического пара не обойтись. Для сушки в малярной или гальваники нужны пар. Для отопления также, нужен пар. Детали мелкие, работы ажурные, в рукавицах, перчатках неудобно, а нужно тепло. До чего сложной оказалась проблема — дать тепло».
Вся надежда была на лесозаготовки. Обком выделил заводу участок в прифронтовом лесу. Туда были посланы главным образом женщины. Потребовался транспорт, а бензина не было. Начальник транспортного цеха Николай Андреевич Федоров быстро переделал бензиновые машины на газогенераторные. Несколько старых грузовиков сменили бензин на чурки. Пока дров из леса не доставляли, ломали деревянные постройки во дворе.
«Вначале лесная делянка была отведена на станции «Проба» Финляндской дороги. Делянка была маленькая и быстро выработана. Потом была отведена большая делянка на берегу Ладожского озера по ту сторону бухты «Морье» километров десять по берегу озера.
Железная дорога от станции Ладожское озеро до Ясиновца была разрушена, транспорта нет, бензина нет. Что делать? Жилья — тоже нет. Недалеко — линия фронта. А заводу очень нужны дрова. Строители и все кто мог держать топор в руках, построили землянки для жилья и пищеблоков. Начали валить лес. Первое время дрова подвозили по бездорожью на газогенераторных машинах до станции Борисова Грива, затем грузили в вагоны и отправляли в Ленинград на Финлядскую товарную. Это был героический труд. Вскоре было найдено правильное решение. Начальник отделения Финлядского участка железной дороги Александр Тимофеевич Янчук счел лучшим вариантом восстановить участок железной дороги от станции Ладожское озеро до Ясиновца, а от Ясиновца по берегу Ладожского озера проложить узкоколейку и применить мотовоз с прицепными тележками для перевозки дров.
Военные части, стоявшие в этом районе, пошли навстречу, помогли восстановить железную дорогу и проложить узкоколейку. Мотовоз и узкоколейные рельсы мы добыли в поселке Рахья на законсервированных торфоразработках. Совместно с управлением пожарной охраны УВД, имевшего лесную делянку по соседству, перевозили дрова на погрузку в вагоны широкой колеи, а затем — в Ленинград и трамвайными поездами — на территорию завода.
В то время еще не было пил «Дружба», приходилось пилить дрова ручными пилами. Производительность низкая, труд тяжелый, а народ — ослабший. Такая обстановка не удовлетворяла и нужно было находить срочно выход из положения. Умельцы приспособили мотоциклетные моторчики под круглые пилы и заготовка леса на дрова пошла успешнее. Хорошо потрудились на лесозаготовках начальник лесопункта Романченко, начальник электроцеха Гордеев, главный механик Козлов Николай Андреевич, шоферы Ерофеев и Савин, Строева, Лавкова, Кирсанова, строители — Высоков, Разгуляев, особенно потрудились работницы: Калганова В.Я., Логинова А.А., Тюрикова Н.И., Ожогина Л.П., Дмитриева М.А., Гурьева А.А., Казимирова Н.М., Садова, Захарова Е.Ф., Сидорова А.А., Михайлова Н.Ф., Белавина А.И., Виноградова (13 цех), Чудина, Боровкова В., Хмыков, Графов».
«Умелые руки главного энергетика завода Николая Андреевича Козлова, мастера Васильева Владимира Федоровича, мастера Абрамова П.Н., инженера Таратиной Анны Федоровны, Гордеева Алексея Петровича, начальника транспортного цеха Николая Андреевича Федорова — соорудили небольшую блокстанцию с приводом от автомобильного двигателя с генератором переменного тока…
Нельзя забыть инженеров — полковников Военно-морского флота Николая Осиповича Рытвинского и Михаила Ильича Хавкина, оказавших неоценимую помощь заводу, подбуксировавших к заводу в устье реки плавучую ремонтную базу с двумя синхронными генераторами мощностью по 250 киловольтампер каждый с приводом от двигателей на жидком топливе. Взаимная кооперация спасла заказы для фронта. База дала питание на распределительный щит завода, а завод предоставил базе механическое оборудование, которое было найдено в эшелонах, не ушедших за линию фронта, вывезено на завод, установлено и задействовано».
Численность работников за 1941 г. год сократилась в 3,5 раза, несмотря на то, что на завод пришло пополнение — жены и подростки ушедших на фронт.
|
Январь 1941 г. |
5361 |
|
Февраль |
5347 |
|
Март |
5284 |
|
Апрель |
5203 |
|
Май |
5160 |
|
Июнь |
5070 |
|
Июль |
4771 |
|
Август |
3363 |
|
Сентябрь |
2918 |
|
Октябрь |
2754 |
|
Ноябрь |
1870 |
|
Декабрь |
1708 |
|
Январь 1942 г. |
1554 |
Воспоминания Розы Исааковны Фесенко (Выгоды).
|
|
|
Роза Исааковна Фесенко |
Роза Исааковна Фесенко (Выгода) пришла на завод в 1940-м году, в возрасте 16-ти лет. Работала монтажницей во 2-м цехе, где собирали радиостанции «Север», а после войны – в 12-м цехе. С 1971 по 1980 г.г. Р.И. Фесенко работала гравером в опытном цехе.
В декабре 1942 г. награждена медалью “За оборону Ленинграда”
|
|
|
Удостоверение к медали «За оборону Ленинграда» Р. |
«Сразу, как объявили войну, женщин послали копать под Ленинградом оборонительные укрепления, но когда фашисты стали бросать с самолетов листовки «Русь, сдавайся», а затем начали бомбить, то завод нас отозвал обратно.
В это время работавшие на заводе мужчины и молодежь подали заявления защищать Родину, и очень многие ребята, в особенности молодежь необученная, погибли. При заводе срочно были организованы команды МПВО (Управления, Медико-санитарные, Химические) под руководством зам. директора Мухина Михаила Андреевича. Все команды были переведены на казарменное положение. Днем работали в цехе, выпускали продукцию, необходимую фронту и партизанским отрядам, после работы дежурили в командах, а ночью под бомбежками и обстрелами ездили разгружать уголь, топливо, чтобы не замерз завод. В единственном 2-м цехе работали: начальник цеха Витковский Валентин Владимирович, Молодежников Виктор Дмитриевич, лучший механик завода, которого не отпустили на фронт и оставили по броне на заводе, а также подростки Карклин Витя и Кузнецов Павел. Мастером монтажников была Рая Кашина, монтажницы Васильева Мария Панфиловна, ее дочь Валя, Болдина Нина, Фесенко Роза (бывшая Выгода) и т.д.
Работали мы под лозунгом «Все для фронта, все для победы!». Секретарем комсомола была душевная, деловая Мария Ковалева, которая нас вдохновляла и поднимала дух бодрости. В бригаде работали: Аня Филиппова, Мария Афанасьева (Майорова), Марина Венедиктова, Нина Смирнова, Шахматова, Лида Грачева, Валя Зуева. Коллектив был очень дружный, как одна семья, поэтому в тяжелейших условиях наступившей блокады, голодные дистрофики (кости, обтянутые кожей) мы работали и перевыполняли нормы, несмотря на 40° мороз, бомбежки и обстрелы. Самые страшные обстрелы были тогда, когда люди шли на работу (7час. 15 мин.) и с работы (в 17 часов).
Как проходил рабочий день
Когда началась война, на заводе была создана команда местной противовоздушной обороны. Днем работали в цехе, все остальное время охраняли завод. Нас перевели на казарменное положение. Поэтому и жили мы на заводе. В 8-м цехе. Он пустовал, потому что девять десятых оборудования было эвакуировано в Омск сразу же после начала войны. И вместо станков там стояли наши койки. Оттуда до цеха, где работали, надо было идти 7 минут.
Просыпались мы в шесть утра. Даже не просыпались, а вставали, потому что от голода и сна не было. На работу должны были прийти в 7.15. За опоздание на 21 минуту увольняли или лишали 25% зарплаты на 6 месяцев. Поэтому все приходили вовремя.
Немцы знали распорядок нашего дня. Дорогу к заводу обстреливали утром и вечером, когда все шли на работу и уходили с работы. А мы дуры были, ходили под обстрелом и еще осколки собирали.
В 8.00 был сбор команды МПВО. С нами проводили занятия и давали задания.
В 9.00 должна была начинаться работа в цеху. Но еще до этого нас отпускали за хлебом. Шли в булочную на углу 3-й линии и Малого проспекта, а если она была закрыта, то через Тучков мост на Петроградскую сторону. Получали свои 250 граммов и шли на завод. Мама была служащей. Ей давали в два раза меньше. Мы с ней резали хлеб на сухарики, сушили их на буржуйке и ели, заливая в кружке кипятком. Иногда хлеба не было по три дня.
В 13.00 шли на обед в столовую, которую организовали в заводском клубе. А если идти не могли, тогда нам носили обед в цех. Обед — это миска супа из хряпы, лебеды, дуранды или дрожжей. Иногда давали котлету из дуранды. Но они полагались только рабочим.
|
|
|
Конструкторское бюро завода им. Козицкого, крайняя |
(Дуранда – спрессованные бруски отходов, оставшихся от производства муки,. В первый год блокады продавалась в магазинах. Ее распаривали в кастрюле до консистенции каши или же запекали, добавляя в лепешки из дуранды последние остатки сахара: получались своеобразные конфеты. В самую страшную и голодную первую блокадную зиму дуранда спасла жизни сотен тысяч ленинградцев).
Однажды служащей Вере Кривицкой по ошибке дали такую котлету. Она ее вернула. За обед из карточек вырезали талон на 5 граммов масла. Когда ели, стояла гробовая тишина.
В 13.30 продолжалась работа. Каждые два часа делали перерывы по 10 минут. Очень поддерживала нас секретарь комсомольской организации Маша Ковалева. Все время спрашивала: «Как самочувствие, как родные?»
|
|
|
Мария Ковалева, секретарь комсомольской организации, |
Рабочий день заканчивался в 17 часов. После этого мы шли в госпиталь Отта. Он находился неподалеку. Там мы, голодные, кормили раненых. А у самих слюнки текли. Еще мы помогали им писать письма.
Часто мы трудились в две смены. И, если не было воздушной тревоги, работали до девяти вечера. Потом нас опять собирали на занятия МПВО, распределяли по объектам охраны. Одни оставались дежурить, другие шли спать. Отбой был в 23 часа.
|
|
|
Карточка служащего на сахар |
В зиму 41-42 гг. были сильные морозы, люди, те, кто жил далеко от работы, выходили из дома, падали, умирали от истощения. Трамваи не ходили, транспорт замерз. Мы с мамой, чудом уцелевшие, жили рядом с заводом. Иногда работала столовая при клубе, кормили дрожжевым супом и вырезали талоны по 5 гр. масла (были такие талоны, например, крупяные были по 20 гр.). В магазинах были пустые полки.
Очень много людей умирало в охране завода, и нас перевели в охрану. Стоя на посту на 19 линии, на вышке с винтовкой (мне тогда было 17 лет), я отморозила ноги и чуть не лишилась их. Сменщик, который дежурил в дежурной комнате, умер, а я замерзала, но с поста боялась уйти, чтобы не уволили и чтобы не лишиться рабочей карточки. Дисциплина была очень строгая. Если кто-нибудь опаздывал на работу на 20 минут, то 6 месяцев высчитывали из зарплаты 25%.
|
|
|
Комсомольско-молодежная бригада имени |
Затем были организованы комсомольско-молодежные бригады, выполнявшие нормы на 150-200% за смену. Постепенно начали прибавлять хлеб, и мы стали понемногу приходить в себя. После работы, еще истощенные, ходили в госпиталь, помогали раненым бойцам, кормили их и писали письма родным домой, а еще выступали перед ранеными бойцами.
Воспоминания о блокадном времени Галины Николаевны Ивановой (Колгановой)
|
«Токарь Галя Колганова, |
Галина Николаевна Иванова (Колганова) пришла на завод в 1925 г., работала в 6-м цехе револьверщицей, затем нормировщицей. С 1991 г. до 2000 г. – контролер. Непрерывный стаж работы на предприятии – 59 лет.
В 1943 г. Г. Н. Колганова была награждена медалью “За оборону Ленинграда”, в 1946 году медалью “За доблестный труд в Великой Отечественной войне”.
«Я пришла на завод им. Козицкого 9 июля 1941 года. Было мне тогда немногим более 15 лет. Завод стал первым и единственным местом моей работы».
|
Анна Васильевна Колганова
|
«Здесь же почти 38 лет проработала моя мама, Колганова Анна Васильевна. С началом войны мой старший брат Владимир, работавший в ОГТ, вместе с заводом был эвакуирован в г. Омск, а наш эшелон был остановлен немцами у подхода к Пулковским высотам. Мы вернулись в Ленинград, который оказался в кольце блокады. Вспоминать об этом больно и по сей день. Что же помогло нам выжить в те страшные дни войны и блокады? Маленькие кусочки хлеба по рабочей карточке? Безусловно, и они, конечно, тоже, но главное — это огромная вера людей в победу.
В 1942 году маму, совсем ослабевшую от голода, отправили в профилакторий, а меня приютили совсем чужие люди. Чувство голода сопровождало нас все эти страшные блокадные дни, с ним люди засыпали и просыпались по утрам, а многие так и не просыпались.
До сих пор не могу понять — как же мы, горожане, почти 900 дней без тепла, воды и света, смогли не только выжить, но и работать.
Мы с мамой жили на Петроградской стороне и на работу приходилось ходить через Тучков мост. Бомбежки были страшные и, вступая на мост, мы не знали, доберемся ли до его конца на Васильевском острове. Работали по 12 часов, без отпусков. Я была очень маленького роста, и приходилось подставлять ящики под ноги. В цехе, как и везде, было очень холодно. Зима 41-42 гг. была очень суровой, морозы доходили до -38 — 39°, и люди были похожи на манекены, которые механически управляли своими станками.
Я работала на револьверных станках немецкой фирмы «Болей». Для обработки деталей из стали и других крепких материалов было необходимо пользоваться эмульсией, которая от низкой температуры воздуха в цехе, замерзала. К станку нельзя было притронуться голой рукой, кожа от пальцев оставалась на станке. Но все работали в таких условиях.
|
Комсомольско-молодежная бригада токарей им. Зои Космодемьянской за работой |
|
Весной 1942 г., после первой, самой страшной блокадной зимы, было обращение правительства города к ленинградцам — выйти на улицы и убрать город от нечистот, чтобы не было эпидемий. И вот мы, полуживые дистрофики все это делали. Убирали трупы с улиц и площадей Ленинграда. Их свозили на остров Голодай, там были сараи, и трупы складывали, как дрова
Почти все люди были больны: кто цингой, кто гипертонией, у большинства была дистрофия».
Зима 1941—1942 годов оказалась значительно холоднее и продолжительнее обычного — она стала одной из самых холодных за весь период систематических инструментальных наблюдений за погодой в Санкт-Петербурге — Ленинграде. Среднесуточная температура устойчиво опустилась ниже 0°C уже 11 октября, и стала устойчиво положительной после 7 апреля 1942 года — климатическая зима составила 178 дней, то есть половину года. За этот период было 14 дней со среднесуточной температурой выше 0°C, в основном в октябре, то есть практически не отмечалось привычных для зимней ленинградской погоды оттепелей. Даже в мае 1942 г. наблюдалось четыре дня с отрицательной среднесуточной температурой, 7 мая максимальная температура днём поднялась лишь до +0,9°C. Устойчивый снежный покров в Ленинграде образовался необычно рано, 26—27 октября 1941 г., и не таял до второй недели апреля 1942 г. Несмотря на то, что с ноября 1941 г. по март 1942 г. выпало немногим более 50 % от среднеклиматической нормы осадков, в силу постоянной отрицательной температуры высота снега к концу зимы была более полуметра.
Много ленинградцев не пережили эту тяжелую зиму.
Тимофей Иванович Егоров (1882-1942)
Тимофей Иванович Егоров работал на заводе им. Козицкого с 28.07.24 г. слесарем, помощником мастера, мастером 3-го цеха, затем мастером 8-ого цеха. С августа 1941 г. он – мастер, затем бригадир опытного цеха. «Уволен ввиду смерти 15.02.1942 г.» (из личной карточки архива завода).
|
Тимофей Иванович Егоров (1882-1942) |
Пропуск на право прохода по Ленинграду в ночное время Т. И. Егорова |
Ходатайство о разрешении захоронения Т.И.Егорова на Смоленском кладбище |
«Однажды, как обычно, Вера (сестра) принесла хлеб на всех нас, разделила на порции. Мы быстренько разобрали свои дольки по 125г, а бабушка не берет, лежит спокойно. Оказалось, она была уже мертва. Шура (сестра) лежала всю ночь с мертвой бабушкой. Это случилось 30 декабря 1941г.
Силы наши быстро таяли, мама слабела с каждым днем, сил не было даже говорить, иногда только открывала глаза. Мы все трое сидели около нее, боясь даже подумать, что и ее скоро не будет. 10 февраля 1942 г. она в последний раз открыла глаза, из которых потекли слезы, тихо что-то прошептала и также тихо умерла. Это были слезы матери, которая оставляла своих детей на верную погибель, не имея никакой возможности спасти их. Ей было всего лишь 45 лет. Вера закрыла ее простыней, которая моментально покрылась вшами. Мы стряхнули простынь на лестнице, вновь накрыли маму, а через некоторое время вшей было столько же. Мы зашили маму в одеяло, и Вера на саночках отвезла ее на Никольское кладбище Александро-Невской лавры. Трупы там лежали штабелями. Что было с бабушкой, я не помню, думаю, что и ее Вера отвезла туда же, куда и маму. В Александро-Невской лавре захоронений тогда не было, все трупы, видимо, отвозили на место существующего сейчас мемориального Пискаревского кладбища. Так что, точно мы не знали, где захоронены наши бабушка и мама.
В январе 1996г. была издана книга Памяти на Пискаревском мемориальном кладбище. В 1997г. нашей маме исполнилось бы 100 лет, и я сочла своим долгом, разыскать место захоронения наших родных. В базе данных компьютера на Пискаревском мемориале имеются данные о бабушке и маме. Бабушка была захоронена в братской могиле №6, а мама — в могиле №8, хотя, как я думаю, все это условно» (из воспоминаний Серафимы Алексеевны Смирновой (Плетневой).
Серафима Алексеевна Смирнова (Плетнева), 1929 г.р., с 1946 по 1948 гг. училась в училище № 15 при заводе им. Козицкого, работала на заводе с 1948 по 1972 гг.
Из годового отчета завода за 1942 г.:
«На начало 1942 г. списочный состав завода — 1554 чел.
В течение января-апреля число работающих сократилось на 453 чел…
С января по май завод находился на временной консервации из-за отсутствия электроэнергии.
Зимой 1941/42 гг. ….. до 68% состава работников были больны и нетрудоспособны. Остальная часть привлекалась на разные трудовые и оборонные работы.
Главной задачей этого периода были заботы о сохранении кадров.»
«На заводе был организован для ослабевших стационар. Сколько было спасено жизней в этом стационаре! …Нужно отметить отличную работу и уход за больными в заводском стационаре коммунистки Лубяновой и врача Антоновой.» (И.Н.Ливенцов)
Заведующим стационаром был М.А.Мухин, заводским врачам-терапевтам А.К.Лосевой и Н.К.Антоновой помогал отряд сандружинниц, командиром которого была назначена Н.В.Лубянова. «Никогда не забуду открытия стационара, — вспоминает Н.В.Лубянова, – мы приняли первую партию и тех, кто еще мог двигаться, свели в столовую, усадили за столы, а в рационе для подкрепления сил каждому давалось немного вина… наши подопечные пообедали с этим глотком вина и тут же уснули за столом. Многих пришлось укладывать на кровати и мы радовались, что наши больные были накормлены и впервые спокойно спят в чистых постелях…»
«Дирекция и партийный комитет делали все возможное, чтобы облегчить работникам завода тяжелый блокадный быт. Постоянно контролировалась работа столовой, были организованы прачечная, починочная мастерская, парикмахерская, открыта баня.
Вокруг Ленинграда были созданы подсобные хозяйства. Выделенные предприятию земельные участки находились в опасной зоне обстрелов и бомбежек. «Тяжело было начать: опыта не было и сельхозорудий не было. Вообще для организации этого дела ничего не было. Все же и этот рубеж был взят. Нашлись энтузиасты и умельцы и знатоки и создали такое хозяйство, что приходилось удивляться. Клочок земли в поселке Углово Всеволожского района, где был директором хозяйства Богачев Дмитрий Владимирович, обеспечивал столовую завода круглый год овощами и картофелем. По сто тонн капусты снимали с гектара. На выставке Василеостровского района хозяйство Богачева заняло первое место. Из подсобного хозяйства ежедневно в цистернах доставляли на завод свежее молоко, зелень и овощи.
Кроме того, в столовую поступали и мясопродукты для общественного питания. Надо отдать должное нашим транспортникам и работникам 0РС»а. Начальник транспортного цеха Николай Андреевич Федоров подбирал подбитые тракторы и из них комплектовал действующие. М.А.Мухин собирал заброшенные плуги и другой сельскохозяйственный инвентарь, ремонтировал и пускал в дело. Эти товарищи под руководством главного энергетика завода Гордеева организовали полив полей, все было механизировано.
Везде требовался транспорт, а бензина не было. Надо было добывать торф и вывозить для удобрения на участок хозяйства. На машинах на чурках молоденькие девушки — Строева Шура, Кирсанова Рая, Левкова Валя, а также — Савин Владимир — сами грузили и сами вывозили торф на поля. Усталые, без отдыха возили грузы в город и из города. Вот где героика! Здесь — не до романтики! Теперь Валя Ливкова – конструктор» (И.Н.Ливенцов).
Воспоминания слесаря-механика, бригадира Сергея Гавриловича Авдонцева («Ленинградская правда», 27.01.1974).
Секретарь парткома Иван Николаевич Ливенцов говорил с начальником снабжения: «Ну что, сумел достать? Хвойный экстракт? Выдавать только ослабевшим. Возьми весь клей на учет — из него можно варить суп. Готовить котлеты из соевого жмыха. Следи, чтобы больных отправляли в стационар». Это был типичный разговор.
|
Горбачев Лев Викторович, инженер СКБ, 1971 г. |
Проходя по цеху он остановился возле Левы Горбачева. Тот работал проворнее других. Авдонцев заметил, что подросток раскладывает детали не на столе, а на металлическом листе.
— Для чего это тебе такое приспособление?, — спросил бригадир.
— А вот для чего! Лева встал, подошел к буржуйке, взял другой лист, который был присланен к горячему боку печки, положил его на стол. А остывший снова поставил к буржуйке. На листе детали становились теплыми, пальцы не мерзли. Сергей Гаврилович похвалил Леву за находчивость, посоветовал другим перенять его опыт.
|
|
|
Кон Александр Георгиевич, |
— Работаешь ты хорошо. А в школу записался? Нет? Почему?
— Да какая теперь учеба, Сергей Гаврилович?
— Самое время учиться дальше. Знаешь сколько наших кадровых рабочих погибло? Кто их заменит? Вы. И вам поднимать завод. Победу нельзя встретить с пустыми руками.
Школа рабочей молодежи располагалась рядом с цехами, в одном из заводских помещений. Не было чернил, не хватало бумаги, но занятия не прекращались. За посещаемостью следил сам секретарь парткома Ливенцов, хотя было у него и других забот по горло.
В школе рабочей молодежи за одной партой с Левой Гавриловым сидел Саша Кон. Работал он на кухне. Направили его туда потому, что мальчик был сильно истощен после первой блокадной зимы. Но на кухне было не сытнее чем в цехе, лишь теплее.
|
|
|
Обеденный перерыв, читальня |
«Находилось время и для культурного времяпрепровождения. Когда наступало затишье, прекращались артобстрелы и бомбежка, в красном уголке на территории завода проводились встречи с писателями, поэтами, артистами и фронтовыми товарищами. Ни один раз читала свои стихи Елена Рывина, выступал артист Иван Алексеевич Нечаев, композитор Соловьев-Седой» (И.Н.Ливенцов).
Так, с верой в Победу и с заботой о жизни каждого, ежедневно совершая подвиг, пережили заводчане первую, самую страшную голодную и холодную блокадную зиму. Завод жил и работал для фронта, выполнял военные заказы. А впереди было еще 2 тяжелых блокадных года.
Производственное объединение «Старт» (г. Заречный). — 2008 — Электронная библиотека «История Росатома»
Производственное объединение «Старт» (г. Заречный). — 2008 — Электронная библиотека «История Росатома»Главная → Указатель произведений
ЭлектроннаябиблиотекаИстория Росатома
Ничего не найдено.
Загрузка результатов. ..
Закладки
Обложка123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100101102103104105106107108109110111112113114115116117118119120121122123124125126127128129130131132133134135136137138139140141142143144145146147148149150151152153154155156157158159160161162163164165166167168169170171172173174175176177178179180181182183184185186187188189190191192193194195196197198199200201202203204205206207208Обложка (с. 4)
Увеличить/уменьшить масштаб
По ширине страницы
По высоте страницы
Постранично/Разворот
Поворот страницы
Навигация по документу
Закладки
Поиск в издании
Структура документа
Скопировать текст страницы
(работает в Chrome 42+,
Microsoft Internet Explorer и Mozilla FireFox
c установленным Adobe Flash Player)
Добавить в закладки
Текущие страницы выделены рамкой.
Содержание
ОбложкаОбложка
1Титульные листы
3Содержание
4Завод и город
5Аннотация
7С днём рождения, родной завод!
8Поздравления с юбилеем
21Так строились завод и город
23Так строились завод и город
29Юбилей родного предприятия
50Ветераны вспоминают
61Наши партнёры
65Основное производство
67Основное производство
72[Иллюстрации]
96Сборочное производство ядерных боеприпасов
104Военно-сборочная бригада — аварийно-спасательный отдел
106Военные представительства 1253 и 4757
108Военное представительство 5048
111Технические службы
113Серийное конструкторское бюро — служба главного конструктора завода
122Служба главного технолога
126Кустовой вычислительный центр
128Научно-исследовательский и конструкторский институт радиоэлектронной техники
134Метрологическая служба предприятия
137Центральная заводская Лаборатория
140Служба качества предприятия
143Служба главного механика
144Энергетическая служба
146Инженерно-маркетинговый центр
147Отдел капитального строительства
150Отдел техники безопасности
151Экономические и вспомогательные службы
153Планово-экономический отдел
155Отдел экономики труда. Отдел технологической трудоемкости и ценообразования
157Главная бухгалтерия
159Отдел комплектации, сбыта, хранения и контроля спецпродукции № 90
160Отдел материально-технического снабжения (ОМТС). Отдел комплектации и кооперации. Складское хозяйство
162Служба безопасности предприятия
164Отдел кадров
165Обеспечивающие цехи и службы
173Цех № 55
174Административно-хозяйственнаяслужба (отдел № 25)
174Автохозяйство № 14
176Отделение № 43
177Железнодорожное отделение № 29
179Комбинат общественного питания (КОП-57)
179Вспомогательные подразделения предприятия
181Общественные организации
185Наши достижения
187Наши гости
193Завод в объективе фотокамеры
208Концевая страница
Обложка (с. 4)Обложка
Обращаясь к сайту «История Росатома — Электронная библиотека»,
я соглашаюсь с условиями использования представленных там материалов.
Правила сайта (далее – Правила)
- Общие положения
- Настоящие правила определяют порядок и условия использования материалов, размещенных на сайте www. biblioatom.ru (далее именуется Сайт), а также правила использования материалов Сайтом и порядок
взаимодействия с Администрацией Сайта.
- Любые материалы, размещенные на Сайте, являются объектами интеллектуальной собственности (объектами авторского права или смежных прав, а также прав на средства индивидуализации). Права Администрации Сайта на указанные материалы охраняются законодательством о правах на результаты интеллектуальной деятельности.
- Использование материалов, размещенных на Сайте, допускается только с письменного согласия Администрации Сайта или иного правообладателя, прямо указанного на конкретном материале, размещенном на Сайте, или в непосредственной близости от указанного материала.
- Права на использование и разрешение использования материалов, размещенных на Сайте, принадлежащих иным правообладателям, нежели Администрация Сайта, допускается с разрешения таких правообладателей
или в соответствии с условиями, установленными такими правообладателями. Никакое из положений настоящих Правил не дает прав третьим лицам на использование материалов правообладателей, прямо указанных на
конкретном материале, размещенном на Сайте, или в непосредственной близости от указанного материала.
- Настоящие Правила распространяют свое действие на следующих пользователей: информационные агентства, электронные и печатные средства массовой информации, любые физические и юридические лица, а также индивидуальные предприниматели (далее — «Пользователи»).
- Настоящие правила определяют порядок и условия использования материалов, размещенных на сайте www.
- Использование материалов. Виды использования
- Под использованием материалов Сайта понимается воспроизведение, распространение, публичный показ, сообщение в эфир, сообщение по кабелю, перевод, переработка, доведение до всеобщего сведения и иные способы использования, предусмотренные действующим законодательством Российской Федерации.
- Использование материалов Сайта без получения разрешения от Администрации Сайта не допустимо.
- Внесение каких-либо изменений и/или дополнений в материалы Сайта запрещено.
- Использование материалов Сайта осуществляется на основании договоров с Администрацией Сайта, заключенных в письменной форме, или на основании письменного разрешения, выданного Администрацией Сайта.
- Запрещается любое использование (бездоговорное/без разрешения) фото-, графических, видео-, аудио- и иных материалов, размещенных на Сайте, принадлежащих Администрации Сайта и иным правообладателям (третьим лицам).
- Стоимость использования каждого конкретного материала или выдача разрешения на его использование согласуется Пользователем и Администрацией Сайта в каждом конкретном случае.
- В случае необходимости использования материалов Сайта, права на которые принадлежат третьим лицам (иным правообладателям, нежели Администрация Сайта, о чем прямо указано на таких материалах либо в
непосредственной близости от них), Пользователи обязаны обращаться к правообладателям таких материалов для получения разрешения на использование материалов.
- Обязанности Пользователей при использовании материалов Сайта
- 3.1. При использовании материалов Сайта в любых целях при наличии разрешения Администрации Сайта, ссылка на Сайт обязательна и осуществляется в следующем виде:
- в печатных изданиях или в иных формах на материальных носителях Пользователи обязаны в каждом случае использования материалов указать источник – электронная библиотека «История Росатома» (www.biblioatom.ru)
- в интернете или иных формах использования в электронном виде не на материальных носителях, Пользователи в каждом случае использования материалов обязаны разместить гиперссылку на Сайт —
электронная
библиотека «История Росатома» (www.biblioatom.ru), гиперссылка должна являться активной и прямой, при нажатии на которую Пользователь переходит на конкретную страницу Сайта, с которой заимствован
материал.
- Ссылка на источник или гиперссылка, указанные в пп. 3.1.1 и 3.1.2. настоящих Правил, должны быть помещены Пользователем в начале используемого текстового материала, а также непосредственно под используемым аудио-, видео-, фотоматериалом, графическим материалом Администрации Сайта.
- Размеры шрифта ссылки на источник или гиперссылки не должны быть меньше размера шрифта текста, в котором используются материалы Сайта, либо размера шрифта текста Пользователя, сопровождающего аудио-, видео-, фотоматериалы и графические материалы Сайта, а также цвет ссылки должен быть идентичен цветам ссылок на Сайте и должен быть видимым Пользователю.
- Использование материалов с Сайта, полученных из вторичных источников (от иных правообладателей, нежели Администрация Сайта, о чем прямо указано на таких материалах либо в непосредственной близости от
них), возможно только со ссылкой на эти источники и, в случае необходимости, установленной такими источниками (правообладателями), — с их разрешения.
- Не допускается переработка оригинального материала (произведения), взятого с Сайта, в том числе сокращение материала, иная его переработка, в том числе приводящая к искажению его смысла.
- 3.1. При использовании материалов Сайта в любых целях при наличии разрешения Администрации Сайта, ссылка на Сайт обязательна и осуществляется в следующем виде:
- Права на материалы третьих лиц, урегулирование претензий
- Материалы, права на которые принадлежат третьим лицам, размещенные на Сайте, размещены либо с разрешения правообладателя, полученного Администрацией Сайта, либо, в случае, если таковое использование прямо не запрещено правообладателем, в соответствии с Законодательством РФ в информационных целях с обязательным указанием имени автора, материал которого используется, и источника заимствования.
- В случае, если в обозначении авторства материалов в соответствии с п. 4.1. настоящих Правил содержится ошибка, или в случае использования материала с предполагаемым или реальным нарушением прав
третьих лиц, или в иных спорных случаях использования объектов интеллектуальной собственности, размещенных на Сайте, в том числе в случае, когда права третьего лица тем или иным образом нарушаются с
использованием Сайта, применяется следующая схема урегулирования претензий третьих лиц к Администрации Сайта:
- в адрес Администрации Сайта по электронной почте на адрес info@biblioatom. ru направляется претензия, содержащая информацию об объекте интеллектуальной собственности, права на который
принадлежат
заявителю и который используется незаконно посредством Сайта или с нарушением правил использования, или иным образом права заявителя как обладателя исключительного права на объект интеллектуальной
собственности, размещенный на Сайте, нарушены посредством Сайта, с приложением документов, подтверждающих правомочия заявителя, данные о правообладателе и копия доверенности на действия от лица
правообладателя, если лицо, направляющее претензию, не является руководителем компании правообладателя или непосредственно физическим лицом — правообладателем. В претензии также указывается адрес
страницы
Сайта, которая содержит данные, нарушающие права, и излагается полное описание сути нарушения прав;
- Администрация Сайта обязуется рассмотреть надлежаще оформленную претензию в срок не менее 5 (пяти) рабочих дней с даты ее получения по электронной почте. Администрация Сайта обязуется
уведомить
заявителя о результатах рассмотрения его заявления (претензии) посредством отправки письма по электронной почте на адрес, указанный заявителем, а также направить ответ в письменном виде на адрес,
указанный заявителем (в случае неуказания такового адреса отправки, обязательство по предоставлению письменного ответа на претензию с Администрации Сайта снимается). В том числе, Администрация
Сайта
вправе запросить дополнительные документы, свидетельства, данные, подтверждающие законность предъявляемой претензии. В случае признания претензии правомерной, Администрация Сайта примет все
возможные
меры, необходимые для прекращения нарушения прав заявителя и урегулирования претензии;
- Администрация Сайта в любом случае предпринимает все возможные меры к скорейшему удовлетворению обоснованных претензий третьих лиц и стремиться к максимально скорому урегулированию всех
спорных
вопросов.
- в адрес Администрации Сайта по электронной почте на адрес info@biblioatom.
- Прочие условия
- Администрация Сайта оставляет за собой право изменять настоящие Правила в одностороннем порядке в любое время без уведомления Пользователей. Любые изменения будут размещены на Сайте. Изменения вступают в силу с момента их опубликования на Сайте.
- По всем вопросам использования материалов Сайта Пользователи могут обращаться к Администрации Сайта по следующим координатам: [email protected]
- Во всем, что не урегулировано настоящими Правилами в отношении вопросов использования материалов на Сайте, стороны руководствуются положениями Законодательства РФ.
СогласенНе согласен
404 Cтраница не найдена
- Сведения об образовательной организации
- Основные сведения
- Структура и органы управления образовательной организацией
- Документы
- Образование
- Образовательные стандарты и требования
- Руководство. Педагогический (научно-педагогический) состав
- Материально-техническое обеспечение и оснащенность образовательного процесса
- Стипендии и меры поддержки обучающихся
- Платные образовательные услуги
- Финансово-хозяйственная деятельность
- Вакантные места для приема (перевода) обучающихся
- Доступная среда
- Международное сотрудничество
- Абитуриенту
- Студенту
- Выпускнику
- Выпускные квалификационные работы
- Государственная итоговая аттестация
- Демонстрационный экзамен
- Деятельность
- История
- НОВОСТИ
- Билет в будущее
- Экспертный совет по информатизации системы образования и воспитания
- Курсы повышения квалификации
- Лицензии
- Модернизация образования
- Основные нормативные акты колледжа
- Аккредитуемые специальности
- Нормативные акты
- Предпрофильная подготовка
- СМИ о нас
- Библиотека ГБПОУ СКИК
- Обращения граждан
- Рабочие программы по специальностям
- Методические документы в раздел образование
- Школа искусств
- Творческие коллективы
- Духовой оркестр
- Фольклорный ансамбль «Живая вода»
- Оркестр русских народных инструментов
- Камерный оркестр
- Ансамбль колокольной музыки «Сызранские перезвоны»
- Образцовый Студенческий народный хор
- Вокальный ансамбль «Музыка»
- Акварель — студенческий хор
- Контакты
- АСУ РСО
- Противодействие коррупции
- Психологическая помощь и служба медиации
- Служба медиации
- Психологическая помощь
- Профсоюз
- Новости профсоюза
- Профкурорт
- Резолюция профсоюзов
- Безопасность
- Профилактика экстремизма и терроризма
- Профилактика преступлений и правонарушений
- Предупреждение детского травматизма на дороге
- Профилактика наркомании
- Профилактика COVID-19, гриппа, ОРВИ
- Безопасное поведение на объектах транспорта
- Методический отдел
- Конференции
- Конференции
- Материалы конференции
- Содействие трудоустройству выпускников
- Музей декоративно-прикладного искусства СКИК
- Воспитательная работа
- Год памяти и славы
- Локальные акты по воспитательной работе
- YouTube канал ГБПОУ СКИК
- Азбука права
- Имею право знать
- Студенческий спортивный клуб «Грация»
- Лекторий для родителей
- Мониторинг удовлетворенности граждан
- Дуальное обучение
- Охрана труда
- Горячие линии
- Дистанционное обучение
- Положение о дистанционном обучении
- Расписание дистанционного обучения
- Полезные интернет-ресурсы
- Платформы для дистанционного обучения
- Рекомендации и советы родителям и обучающимся
- Для преподавателя
- Наставничество
- Независимая оценка качества образования
- Демонстрационный экзамен
Исследование хейдзунка для производства стандартных деталей, включаемых в индивидуальный готовый продукт
- Список журналов
- PLoS Один
- PMC8638910
PLoS Один. 2021; 16(12): e0260515.
Опубликовано в сети 2 декабря 2021 г. doi: 10.1371/journal.pone.0260515
, Концептуализация, Подготовка данных, Исследование, Методология, Написание – первоначальный проект # и , Курирование данных, Получение финансирования, Программное обеспечение, Написание – первоначальный проект # *
Деян Драган, редактор
7777777777 Информация об авторе Примечания к статье Информация об авторских правах и лицензиях Отказ от ответственности- Дополнительные материалы
- Заявление о доступности данных
Эффективное выполнение заказов играет решающую роль в деятельности каждой компании. При планировании производства важно найти баланс между колебаниями заказов и стабильностью производственного потока в компании. Одним из методов достижения этой цели является хейдзунка (выравнивание производства). В данной работе представлено исследование выбора наилучшего варианта системы планирования и управления производством типовых деталей. Исследуются три варианта задержки доставки заказа. Анализ вариантов проводился методом имитационного моделирования. Также предлагается метод выбора наилучшего варианта для исследуемой производственной системы. Результаты показывают, что наилучшим вариантом является сочетание выравнивания производства и производства «на склад».
В эпоху постоянно растущей конкуренции и явного повышения требований клиентов производственные компании стараются максимально приспособиться к изменяющимся экономическим условиям. Некоторые делают акцент на постоянном совершенствовании производственных процессов с целью снижения производственных затрат и повышения качества предлагаемых товаров, например, с помощью бережливого производства [1]. Другие решают производить индивидуализированную (кастомную) продукцию, отвечающую сегодняшним требованиям потребителя [2]. При настройке продукта важно поставлять продукты, адаптированные к индивидуальным требованиям или концепциям клиентов. К сожалению, эта стратегия влечет за собой ряд проблем, связанных с увеличением затрат на проектирование и производство продукции [3]. Из-за увеличения затрат многие компании решают продавать продукты в соответствии с концепцией системы сборки на заказ, которая обеспечивает настраиваемые конечные продукты, состоящие из стандартных деталей, которые можно производить серийно. Одной из многих угроз, создаваемых данным видом производства, являются постоянные изменения планов производства компонентов, входящих в состав готовой продукции, продиктованные изменением заказов на конечную продукцию или неравномерностью уровня запасов, а также нагрузкой на станки [4, 5].
Одним из способов ограничения постоянных изменений производственного плана и сглаживания движения продукции в цепочке поставок является выравнивание производства, которое считается современным способом планирования и контроля производства. Тем не менее литература по выравниванию производства невелика. Можно найти лишь несколько ценных статей, представляющих способы реализации выравнивания производства, и около дюжины материалов, представляющих исследования влияния выравнивания производства на производственный процесс. Выравнивание производства (хейдзунка) обычно рассматривается как метод упорядочения продукции с целью сбалансировать производство и повысить производительность и гибкость за счет сведения к минимуму различий в рабочих нагрузках [6, 7]. По мнению авторов, планировка производства состоит в определении порядка и размера партии выпускаемой продукции таким образом, чтобы текущий спрос удовлетворялся со склада и не вызывал резких изменений в производственном плане [8-10]. Однако выравнивание производства применимо не к каждому предприятию и процессу. Идея выравнивания производства основана на использовании воспроизводимого и неизменного производственного плана, при котором продукция производится минимально возможными партиями. Это означает частые переналадки, но увеличивает доступность различных готовых изделий на складе. В случае массового производства, где производство чаще всего осуществляется в непрерывном режиме, а данные рабочие места непрерывно выпускают один и тот же продукт, применение уровневого производства нецелесообразно. Кроме того, в случае штучного производства, когда все компоненты, входящие в продукт, уникальны, уровневое производство невозможно. Внедрить в производство можно только стандартную продукцию, выпускаемую серийно, для которой рентабельные и целесообразные участки стали фиксированным и неизменным производственным планом [10].
При сборке на заказ особенно важную роль играет изготовление деталей, входящих в состав готового изделия, которые обычно представляют собой стандартные изделия, выпускаемые серийно. Такая ситуация вынуждает производственные компании искать оптимальные решения в области планирования и контроля производства. С этой целью многие из них перед внедрением конкретного решения решают применить методы имитационного моделирования, позволяющие проводить анализ и оценку различных вариантов внедряемых решений. Моделирование позволяет получить представление о сложных структурах процессов, тестировать новые правила организации производства или способы прохождения материалов через процесс, анализировать производственные показатели или собирать информацию и знания, не нарушая реальный процесс [11, 12].
В литературе можно найти примеры методов моделирования, используемых для выровненного производства. Мацка и др. [13] использовали модель сети очередей производственной системы Канбан, контролируемой хейдзункой, чтобы найти оптимальные буферные емкости. Канбан является частью производственной системы Toyota, которая была создана для контроля над уровнем запасов, производством и поставкой компонентов, а в некоторых случаях и сырья. Проверка состояния материалов в производственном цехе или на складе осуществляется с помощью карт особого вида, например, производственного заказа, расписания, спецификации или состава продукции [14]. Спрос контролировался и ограничивался циклом Канбан. Ранклер [15] провел сравнительное имитационное исследование производственных систем, контролируемых Канбан и хейдзунка производителя электронных схем. Исследование показало, что наилучшей стратегией является сочетание Канбана и хейдзунки: Канбан лучше подходит для начального этапа процесса, но в устойчивом состоянии хейдзунка предпочтительнее. Корытковский и др. [16] оценили производительность сборочной линии на заводе микроэлектроники, которая потребовала модификации для достижения двух целей: минимизация среднего времени производства и среднего незавершенного производства. Результаты показали, что правильное расположение хейдзунки улучшило либо производительность, либо количество незавершенных работ. В другой статье Korytkowski et al. [17] обсуждали проблему определения размера партии для нескольких продуктов для мастерской, управляемой коробкой хейдзунка, с использованием подхода, называемого экспоненциальным сглаживанием. Моделирование этого подхода показало, что колебания спроса не переносятся на производственную систему, что упрощает управление цехом и делает планирование производства более предсказуемым. Рентерия-Маркес и др. [18] представили методологию моделирования точности производственного цеха, склада и системы обработки материалов автомобильного сборочного производства с использованием метода моделирования. Результатом имитационного эксперимента стало определение размера партии автомобилей с минимальным незавершенным производством на производственном участке и кратчайшим временем выполнения заказа. де ла Круз и др. [19] предложил бережливую модель комплектования на складе, основанную на методах хейдзунка, Канбан, 5S и JIT. Модель подвергалась оценке с помощью имитационного исследования. Результаты продемонстрировали значительные улучшения в снижении нагрузки на сборщика, устранении времени ожидания требований и увеличении количества обслуживаемых заказов, что привело к повышению производительности операции комплектования. Rewers [20] использовал моделирование с помощью электронных таблиц, чтобы найти правильную комбинацию размера партии и производственного интервала, чтобы получить наилучший результат выполнения заказа и уровня запасов. Реверс и др. [21] сосредоточились на имитационном исследовании по определению варианта размера производственной партии и частоты производства в зависимости от степени обработки заказа и загрузки станка.
В статье представлены результаты исследований, направленных на определение наилучшего варианта системы планирования и управления производством стандартных деталей, входящих в заказное готовое изделие. Принято три варианта решений:
Производство деталей осуществляется на базе производства на заказ, где после принятия заказа на готовое изделие отдел изготовления деталей получает заказ на изготовление.
Планирование производства быстроходных деталей осуществляется по плановому производству, а остальных по принципу производства на заказ.
Планирование производства быстроходных деталей осуществляется в соответствии с планировкой производства, а остальные детали имеют определенный соответствующий уровень запасов, и их производство начинается только тогда, когда они разбираются со склада (вытягивающая система).
Основной целью статьи является краткое изложение идеи применения хейдзунки в реальных производственных процессах. Статья отличается от литературы двумя моментами: в ней указывается на необходимость анализа структуры готового изделия, позволяющего более точно адаптировать систему планирования и контроля производства к производству стандартных деталей, входящих в состав готового изделия, и в нем показано, как была принята задокументированная методология внедрения выравнивания производства и как выполнялось моделирование с использованием фактических данных о производстве.
Исследуемая реальная система состоит из шести станков, склада готовой продукции, склада сырья и отдела планирования производства ().
Открыть в отдельном окне
Реальная производственная система.
Клиенты размещают заказ на готовую продукцию через ИТ-систему. Основные планировщики производства на основании спецификации заказанного изделия передают производство деталей для сборки готового изделия на аутсорсинг соответствующим отделам. Одним из таких цехов является цех по изготовлению серийно выпускаемых мелкогабаритных изделий. Производство элементов происходит на 6 станках, и за каждым изделием (их около 400) закреплен станок, на котором оно может производиться. Планировщики отдела передают производство элементов на аутсорсинг, предварительно проверяя запасы сырья и готовой продукции. В настоящее время планирование производства продукции осуществляется крупными сериями, суммируя различные заказы на одни и те же детали, из-за чего часто возникает ситуация, когда на складе готовой продукции отсутствует запас некоторых позиций. Получив производственный план, производственные рабочие собирают сырье со склада, а после окончания производства передают готовую продукцию на склад, где ее затем собирают для сборки.
Был проведен ряд экспериментов по моделированию данных вышеописанной производственной системы. Полученные данные в основном касались произведенных показателей, истории заказов отдельных элементов за период в один год (количество заказов и частота заказов), сроков изготовления, времени переналадки, технологического процесса изделий (включая станки, на которых изготавливались изделия).
В рамках работы были рассмотрены три варианта системы планирования и контроля производства типовых деталей, из которых состоит готовое изделие, собираемое по системе сборки на заказ. В двух вариантах (вариант 2 и 3) выравнивание производства применялось для товаров, продаваемых в наибольшем количестве и с наибольшей частотой (товары с высокой ротацией). Эти два варианта различаются способом планирования и контроля элементов, которые продаются редко и в небольших количествах (товары с низкой ротацией). В одном варианте использовалось производство на заказ (вариант 2), а в другом варианте контролировался супермаркет (вариант 3). Изготовление на заказ также предназначено для варианта 1 в качестве метода контроля и планирования всей выпускаемой продукции. Отдельные варианты описаны ниже.
Выравнивание производства проведено в соответствии с алгоритмом, представленным в .
Открыть в отдельном окне
Алгоритм выравнивания производства.
Результаты моделирования сравнивались по показателям выполнения производственных заказов (в том числе выполнения заказов в срок, т.е. когда данная деталь необходима для сборки), степени использования имеющегося машинного рабочего времени и среднего времени ожидания время изготовленной детали. Из-за малого размера продукта и стратегии компании, указывающей на превосходство своевременности заказа над затратами, данные, полученные из системы и затем при оценке моделирования, не учитывали себестоимость производства и складские затраты.
Вариант 1 предполагает, что производство всех деталей будет осуществляться на основе производства на заказ, где после получения заказа на готовую продукцию потребность в деталях будет определяться на основании ведомости материалов, т.е. перечня комплектующих включены в готовый продукт, что было бы синонимом графика производства этих деталей. показывает способ управления в варианте 1.
Открыть в отдельном окне
Способ управления в варианте 1.
Вариант 2 предполагает, что для быстровращающихся деталей, т.е. таких, которые необходимы для сборки в наибольшем количестве и чаще всего, производство будет осуществляться по принципам планировки производства, а для остальных деталей — по принцип производства на заказ (как в варианте 1). Это означает, что для деталей с высокой скоростью вращения будет установлен постоянный производственный план на основе одной из методологий выравнивания производства, доступных в литературе. Детали для дальнейшей сборки будут взяты со склада. показан способ управления в варианте 2.
Открыть в отдельном окне
Метод управления в варианте 2.
Вариант 3 предполагает, что для высокооборачиваемой продукции производство будет осуществляться в соответствии с правилами планировки производства (как и в варианте 2), а остальные детали будут иметь определенный уровень запасов, и их производство начнется только тогда, когда деталь останется на складе для сборки. Это означает, что для этих деталей уровень запасов на складе поддерживается постоянным, и производство начнется, когда уровень запасов нарушится. показан способ управления в варианте 3.
Открыть в отдельном окне
Способ контроля в варианте 3.
Представленные варианты оценивались по четырем критериям:
Критерий А — количество выполненных заказов. Общее количество заказов клиентов, выполненных во время моделирования. Лучший вариант тот, с наибольшим количеством выполненных заказов.
Критерий Б — количество выполненных в срок заказов. Количество всех заказов, выполненных в течение предполагаемого времени, без задержек в исполнении. Наилучший вариант – тот, в котором наибольшее количество заказов выполнено вовремя.
Критерий С – среднее время ожидания заказа. Среднее время, необходимое от ввода ордера до его исполнения. Оптимальный вариант тот, у которого наименьшее среднее время ожидания заказа.
Критерий D — степень использования имеющегося машинного рабочего времени. Процентное значение времени производства, переналадки и простоя. Наилучший вариант тот, что с наибольшей степенью использования имеющегося машинного времени работы.
Для выявления варианта, наиболее отвечающего всем указанным критериям, было принято решение использовать балльную методику, при которой вариантам присуждались баллы от 1 до 3, где 3 балла присуждалось варианту, соответствующему критерию к в наибольшей степени, и 1 балл присуждается варианту, который меньше всего соответствует критерию. Начисленные баллы суммировались, и вариант, набравший наибольшую сумму баллов, считался вариантом, наилучшим образом отвечающим указанным критериям.
Анализ процесса проводился методом имитационного моделирования. Для проведения исследования была подготовлена имитационная модель в среде имитационного моделирования FlexSim (). В модели использовались стандартные объекты FlexSim для моделирования входных, выходных и производственных процессов. Логика управления, реализованная в модели, отражала путем соответствующей параметризации каждый из трех анализируемых вариантов (). Данные из реальной производственной системы были собраны и использованы в модели в качестве входных данных. Входные данные содержали идентификационный номер заказа, размер заказа, время начала заказа и время доставки заказа. Моделирование отразило 2401 час реального системного времени (100 трехсменных рабочих дней плюс один час буфера времени для завершения процесса). Имитационная модель работала в режиме дискретно-событийного моделирования. Результаты моделирования сравнивались по показателям выполнения производственных заказов (в том числе выполнения заказов в срок, т.е. когда данная деталь необходима для сборки), степени использования имеющегося машинного рабочего времени и среднего времени ожидания изготовленная часть. Имитационная модель была инициализирована путем установки соответствующего количества уровней запасов, согласно анализу, проведенному во время выравнивания производства (). Моделирование предполагалось детерминированным, поэтому для каждого моделируемого варианта выполнялся один прогон моделирования.
Открыть в отдельном окне
Вид имитационной модели.
Открыть в отдельном окне
Логика реализована в анализируемых вариантах.
Результаты моделирования, проведенного для всех трех вариантов по четырем принятым критериям, представлены ниже.
По критерию А больше всего заказов было выполнено по варианту 1 (1 883 выполненных заказа из 2 570 всех заказов), а меньше всего по варианту 2 (1 512 выполненных заказов из 2 570 всех заказов). показывает количество выполненных заказов по отношению к количеству всех размещенных заказов.
Открыть в отдельном окне
Количество выполненных заказов в отдельных вариантах.
По критерию B больше всего заказов было доставлено вовремя в варианте 3 (713 заказов, выполненных вовремя), а меньше всего в варианте 1 (474 заказа, выполненных вовремя). показывает количество выполненных в срок заказов в отдельных вариантах.
Открыть в отдельном окне
Количество выполненных в срок заказов в отдельных вариантах.
В критерии C самые быстрые заказы были доставлены в варианте 3 (около 180 часов), а самые долгие — в варианте 1 (около 262 часов). показывает среднее время ожидания заказа в отдельных вариантах.
Открыть в отдельном окне
Среднее время ожидания заказа в отдельных вариантах.
В критерии D основным допущением было максимальное возможное машинное время обработки и минимальное время простоя. Простой был только в варианте 1, поэтому время обработки меньше. Наибольшее время обработки имело место в варианте 2, но оно было очень похоже на время в варианте 3. С учетом времени настройки оно было на сопоставимом уровне во всех вариантах. показаны средние степени использования имеющегося машинного времени работы для каждого варианта.
Открыть в отдельном окне
Средние степени использования доступного времени работы машины в отдельных вариантах.
показывает результаты метода оценки, использованного для сравнения вариантов. Вариантом, наиболее отвечающим указанным критериям, является вариант 3, предполагавший использование выравнивания производства по наиболее важным товарам, а по остальным товарам — производство для супермаркета.
Таблица 1
Результаты сравнения вариантов.
| Criterion/Variant | Variant 1 | Variant 2 | Variant 3 | |||
|---|---|---|---|---|---|---|
| Criterion A—Number of completed orders | 1,883 pieces | 1,512 pieces | 1,580 pieces | |||
| Баллы по критерию A | 3 | 2 | 1 | |||
| Критерий B — Количество заказов, выполненных в срок | 474 шт. | 586 шт. | 713 pieces | |||
| Points for criterion B | 1 | 2 | 3 | |||
| Criterion C—Average waiting time for an order | 262 hours | 202 hours | 180 hours | |||
| Баллы по критерию C | 1 | 2 | 3 | |||
| Критерий D – Средняя степень использования располагаемого машинного времени | Обработка | 73,85% | Processing | 86. 54% | Processing | 86.48% |
| Setup | 10.44% | Setup | 13.51% | Setup | 13.52% | |
| Idle | 15.71% | Idle | 0,00% | IDLE | 0,00% | |
| Точки для критерия D | 1 | 3 | 2 | |||
| SUM | 69 29208 | |||||
| SUM | 69 29208 | |||||
| SUM | 69 29208 | |||||
| SUM | ||||||
| . 0209 8 | 10 | |||||
Открыть в отдельном окне
В статье представлены имитационные исследования по определению варианта системы планирования и управления производством, в наибольшей степени отвечающего принятым критериям. Представленный пример касается производства стандартных деталей, входящих в состав готового изделия, изготовленного по системе сборки на заказ. Как показало исследование, лучшим вариантом, оцениваемым по принятому скоринговому методу, был вариант 3, предполагавший использование выравнивания производства для продуктов, реализуемых в наибольшем количестве и с наибольшей частотой, а для остальных продуктов — производство для супермаркета. . Этот вариант получил наивысший балл по двум критериям — критерию В и критерию С, а также средний балл по двум другим критериям.
Использование имитационного метода для представленной задачи позволяет согласовать способ организации и управления процессами, учитывает характер конкретного производственного процесса. Это также позволяет откалибровать ключевые параметры для получения наиболее выгодных результатов для владельца процесса.
В ходе дальнейших исследований авторы попытаются определить, какие параметры процесса (время изготовления продукта, время переналадки, эффективность оборудования, метод закупки продукта и т. д.) из известных методов планирования производства и контроля дадут наилучшие результаты с точки зрения времени. -на основе заказов и степени использования машин. Кроме того, путем проведения серии симуляций и испытаний авторы попытаются обобщить, в каких условиях и при каких параметрах производственного процесса выравнивание производства дает наилучшие результаты с точки зрения выполнения заказа и степени использования машины. Согласно литературному анализу, эффективность выравнивания производства можно проверить многими мерами. Как сообщается в литературе по этому вопросу, выравнивание производства влияет, среди прочего, на эффективность работы, сокращение времени выполнения заказов или снижение складских затрат. В его предположениях выравнивание производства также должно привести к повышению качества обслуживания клиентов или повышению конкурентоспособности производственных компаний. С другой стороны, за счет производства постоянной и неизменной последовательности продукции в течение определенного периода времени приводит к снижению гибкости производства, что в сложившейся экономической ситуации считается одним из важнейших факторов. определение положения компании на рынке. Другие меры и детерминанты выравнивания производства также можно найти в других работах. Однако подробной информации или исследований о влиянии выравнивания производства на степень выполнения заказов и степень использования машин не обнаружено.
Данные S1
Simulation_parameters-orders.xlsx – параметры модели моделирования – заказы.
(XLSX)
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (88K, xlsx)
Данные S2
Simulation_parameters-products. xlsx – параметры имитационной модели – продукты.
(XLSX)
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (22K, xlsx)
Исследование проводилось на кафедре производственной инженерии машиностроительного факультета Познаньского технологического университета в Познани, Польша, при финансовой поддержке Министерства науки и высшего образования Польши (0613/ SBAD/4677). Спонсоры не участвовали в разработке исследования, сборе и анализе данных, принятии решения о публикации или подготовке рукописи.
Все соответствующие данные находятся в рукописи и файлах вспомогательной информации.
1. Лайкер Дж. К., Мейер Д. Полевой справочник Toyota: практическое руководство по внедрению 4P Toyota. 1-е изд. Лондон: Макгроу-Хилл; 2005. [Google Scholar]
2. Ван И, Ма Х.С., Ян Дж.Х., Ван К.С. Индустрия 4.0: путь от массовой кастомизации к массовому производству по индивидуальному заказу.
Достижения в производстве. 2017.
ноябрь
28; 5:311–20. doi: 10.1007/s40436-017-0204-7 [CrossRef] [Google Scholar]
3. Zawadzki P, Żywicki K. Умный дизайн продукта и управление производством для эффективной массовой настройки в концепции «Индустрия 4.0». Обзор управления и производства. 2016; 7(3): 105–12. doi: 10.1515/mper-2016-0030 [CrossRef] [Google Scholar]
4. Мукерджи К., Саркар Б., Бхаттачарья А. Стратегия выбора поставщика для массовой настройки. Международная конференция по компьютерам и промышленному инжинирингу. 2009 г.; 892–5. doi: 10.1109/ICCIE.2009.5223861 [CrossRef]
5. Беднар С., Модрак В. Массовая настройка и ее влияние на сложность процесса сборки. Международный журнал исследований качества. 2014. сен 01; 8(3): 417–30. [Академия Google]
6. Деннис П. Бережливое производство упрощено. Нью-Йорк: Productivity Press; 2007. [Google Scholar]
7. Лайкер Дж.К. Путь Тойоты. Нью-Йорк: Макгроу-Хилл; 2004. [Google Scholar]
8. Реверс П., Хамрол А., Живицкий К., Кулус В., Божек М. Выравнивание производства как эффективный метод управления производственным потоком — опыт польских предприятий. Процедиа Инжиниринг. 2017.
апр
18; 182: 619–26. doi: 10.1016/j.proeng.2017.03.167 [CrossRef] [Google Scholar]
9. Rewers P, Trojanowska J, Diakun J, Rocha A, Reis LP. Изучение правил приоритета для выровненного производственного плана. В: Hamrol A, Ciszak O, Legutko S, Jurczyk M, редакторы. Достижения в производстве. Конспекты лекций по машиностроению. Чам: Спрингер; 2018. С. 111–120. [Академия Google]
10. Живицкий К., Реверс П., Божек М. Анализ данных в методологии выравнивания производства. В: Роча А., Коррейя А., Адели Х., Рейс Л., Костанцо С., редакторы. Достижения в области интеллектуальных систем и вычислений. Чам: Спрингер; 2017. стр. 460–8. [Google Scholar]
11. Мурцис Д., Дукас М., Бернидаки Д. Моделирование в производстве: обзор и проблемы. ProcediaCIRP. 2014. декабрь 10; 25: 213–29. doi: 10.1016/j.procir.2014.10.032 [CrossRef] [Google Scholar]
12. Pedgen CD, Shannonm RE, Sadowski RP. Введение в моделирование с использованием SIMAN. Нью-Йорк: Макгроу Хилл; 1995. [Google Scholar]
13. Мацка Дж., Ди Масколо М., Фурманс К. Размер буфера в системе Heijunka Kanban. Журнал интеллектуального производства. 2012. февраль; 23:49–60. doi: 10.1007/s10845-009-0317-3 [CrossRef] [Google Scholar]
14. Lage Junior M, Filho M, Варианты системы канбан: Обзор литературы и классификация. Международный журнал экономики производства. 2010 г.; 125(1):13–21. doi: 10.1016/j.ijpe.2010.01.009 [CrossRef] [Google Scholar]
15. Ранклер Т.А. Управление дискретными производственными процессами с использованием подходов Канбан и Хейдзунка. 9Международная конференция IEEE по промышленной информатике. 2011. С. 181–86. doi: 10.1109/INDIN.2011.6034859 [CrossRef]
16. Korytkowski P, Wisniewski T, Rymaszewski T. Многомерный имитационный анализ выравнивания производства (heijunka) — тематическое исследование. 7-я конференция IFAC по моделированию производства, управлению и контролю Международная федерация автоматического управления. Санкт-Петербург, Россия. 19–21 июня 2013 г.
17. Корытковски П., Гримо Ф., Долги А. Экспоненциальное сглаживание для определения размера партии нескольких продуктов с хейдзункой и переменным спросом. Обзор управления и производства. 2014; 5(2): 20–6. doi: 10.2478/mper-2014-0013 [CrossRef] [Google Scholar]
18. Рентерия-Маркес И.А., Альмерас К.Н., Ценг Т.Л., Рентерия А. Исследование автомобильной сборки в Хейдзунке с использованием дискретно-событийного моделирования: тематическое исследование. Материалы зимней конференции по моделированию 2020 года. 2020. стр. 1641–1651. doi: 10.1109/WSC48552.2020.9383927 [CrossRef]
19. Де ла Крус Х., Альтамирано Э., дель Карпио К. Модель бережливого производства для сокращения задержек при комплектовании с помощью Heijunka, Kanban, 5S и JIT в строительном секторе. 18-я Международная мультиконференция LACCEI по инженерии, образованию и технологиям. 27–31 июля 2020 г. Виртуальное издание., doi: 10.18687/LACCEI2020.1.1.92 [CrossRef]
20. Реверс П. Планирование поступления продукции для выравнивания производства. Международный научный журнал «Машины. Технологии. Материалы». 2019; 13(10): 439–42. [Google Scholar]
21. Rewers P, Czaja M, Janczura K, Diakun J. Определение частоты производства и размера партии для производственного процесса. В: Тонконоджи В. и соавт. редакторы. Передовые производственные процессы II. InterPartner 2020. Конспект лекций по машиностроению. Чам: Спрингер. 2021. [Google Академия]
Статьи из PLoS ONE предоставлены здесь Public Library of Science
6 тенденций в обрабатывающей промышленности, на которые следует обратить внимание в 2021 году
Производство меняется удивительным образом. Некоторые отрасли обрабатывающей промышленности бурно развиваются благодаря новым технологиям, оптимизированным операциям и инновационным идеям. Какие тенденции находятся на подъеме и, как ожидается, будут процветать в 2021 году? Вот что вам нужно знать.
1. Профилактическое обслуживание
Производители уже давно считают профилактическое обслуживание золотым стандартом. Это сокращает время простоя и экономит затраты на ремонт по сравнению с реактивным обслуживанием. Благодаря превентивной модели заводы могут планировать техническое обслуживание, а не ждать возникновения проблемы. В результате сокращается количество незапланированных простоев, снижающих производительность.
Профилактическое обслуживание, однако, представляет собой следующее поколение профилактического обслуживания и тенденцию, на которую следует обратить внимание по мере того, как индустрия 4.0 становится все более популярной. Этот метод оптимизирует вашу техническую поддержку в режиме реального времени, а не по установленному расписанию. Это позволяет продлить срок службы вашего оборудования и избежать дополнительных перерывов в работе.
Этот метод использует статистический анализ производственных данных для выявления закономерностей и прогнозирования проблем. Вместо эмпирических правил он использует данные из вашего реального оборудования. Датчики, откалиброванные для установки параметров, вызывают оповещения, когда машины выходят за допустимый диапазон. Затем технические специалисты могут запланировать время простоя до того, как произойдет сбой. Профилактическое обслуживание предлагает несколько конкурентных преимуществ:
- Снижение затрат: Техническое обслуживание оборудования по мере необходимости позволяет продлить срок службы деталей. Большинство заводского оборудования имеет рекомендуемое количество часов работы между периодами технического обслуживания. Если вы соблюдаете эти временные рамки, вы иногда заменяете детали или обслуживаете оборудование преждевременно, что увеличивает затраты на техническое обслуживание. Благодаря профилактическому обслуживанию вы можете отремонтировать оборудование до того, как оно выйдет из строя. Этот метод максимизирует ваши расходы и способствует снижению совокупной стоимости владения.
- Меньше сбоев: Даже плановое техническое обслуживание не всегда может выявить ожидающие возникновения ошибки. Инспекторы, не имеющие доступа к прогностическим данным, могут пропустить трудно обнаруживаемые проблемы. Доказано, что профилактическое обслуживание увеличивает время наработки на отказ, поэтому ваше предприятие может долгое время работать без перебоев.
- Меньше плановых простоев: Предиктивная аналитика может обеспечивать диагностику, пока оборудование все еще используется. Технические специалисты знают, какие проблемы необходимо решить, не занимаясь поиском и устранением неисправностей. Когда вы планируете время простоя для необходимого обслуживания, ваши специалисты по ремонту могут приходить и уходить быстрее. Кроме того, при прогнозной модели время простоя из-за ремонта случается реже.
- Оптимизированный запас запчастей: Прогнозная аналитика позволяет предвидеть, какие детали вам потребуются. Вместо того, чтобы хранить полный каталог любых запасных частей, которые могут вам понадобиться, вы можете принять своевременный подход к инвентаризации вашего оборудования.
Несмотря на то, что стоимость профилактического обслуживания выше, чем профилактического, оно обеспечивает большую экономию средств в течение всего срока службы оборудования.
Внедрение профилактического обслуживания также требует обсуждения времени выполнения заказа. Чем ближе вы к неудаче, прежде чем вмешаться, тем точнее будут прогнозы на будущее. Корпорация EAM-Mosca предлагает программу профилактического обслуживания на основе аналитики для всего своего оборудования.
2. Умное производство
Тенденция умного производства сочетает в себе автоматизацию, искусственный интеллект (ИИ) и Интернет вещей (IoT). Интегрированная технология позволяет интеллектуальным устройствам ощущать свое окружение и взаимодействовать друг с другом. Интеллектуальная производственная среда объединяет некоторые современные тенденции в обрабатывающей промышленности. Профилактическое обслуживание основано на использовании интеллектуальных датчиков для прогнозирования отказа оборудования. Эти датчики также могут привнести философию прогнозирования в другие области производства. Данные могут прогнозировать потребность в запасах и выявлять потенциальные отклонения в качестве до того, как они попадут слишком далеко в производство.
3D-печать и компьютерные среды также полагаются на интеллектуальные технологии. Система ERP объединяет данные со всех датчиков и оборудования, позволяя всей организации получить к ним доступ и принимать важные решения.
Развитие сетей пятого поколения (5G) предоставляет производителям прекрасную возможность для внедрения новых технологий. По сравнению с предыдущими поколениями 5G имеет более высокую пропускную способность, большую гибкость беспроводной связи и меньшую задержку. По прогнозам, объем рынка умного производства достигнет 479 долларов США.0,01 миллиарда к 2023 году. Заводы продолжают добавлять в свой Интернет вещей больше датчиков, подключенных инструментов и устройств для сбора данных. По мере того, как все больше средств автоматизации, программного обеспечения и инструментов становится частью предприятия, решающее значение приобретает более быстрая сеть.
Посмотреть наши продукты
3. Компьютерные среды
Виртуальная, дополненная и расширенная реальность имеют множество применений в обрабатывающей промышленности. Дополненная реальность (AR), в частности, расширяет возможности человека и ускоряет операции. В отличие от виртуальной реальности (VR), AR накладывает информацию на изображения реального мира. Работники склада могут использовать специальные очки, показывающие направление по всему объекту, чтобы найти правильные места для хранения и поиска. Линейные рабочие могут использовать планшет для сканирования набора деталей и определения необходимых.
Применение виртуальной реальности (VR) и AR в производстве только сейчас начинает реализовываться. Вот некоторые аспекты операций, которые вы можете улучшить с помощью этой новой технологии:
- Виртуальная рабочая сила: В 2020 году удаленная рабочая сила резко возросла. Традиционно производство — это практическая область, оставшаяся позади в тенденции работы на дому, пока не появились VR и AR. С помощью VR инженер или менеджер могут быть доставлены в цех практически из любого места. Они могут проверять незавершенные работы, предоставлять обратную связь в режиме реального времени или направлять рабочих на выполнение задач по техническому обслуживанию. Кроме того, обрабатывающая промышленность ищет новые способы восполнить растущий дефицит кадров из-за старения сотрудников. Использование высококвалифицированной рабочей силы со всего мира с помощью виртуальной и дополненной реальности может помочь заполнить образовавшуюся пустоту.
- Техническое обслуживание: устройства AR могут получать доступ к данным из инструментов профилактического обслуживания для предоставления информации в режиме реального времени в цеху. Технические специалисты могут быстро проанализировать оборудование и узнать, когда в последний раз ремонтировался каждый инструмент. Они также могут видеть, какие машины не соответствуют заданным параметрам. AR может исследовать внутреннюю работу каждого устройства и выделять поврежденные детали для более быстрого ремонта.
- Обучение: Виртуальная реальность может превратить обучение в классе в практический опыт в безопасной среде. Вместо того, чтобы использовать дорогостоящее оборудование для демонстраций, стажеры могут учиться с помощью гарнитур виртуальной реальности. Они также могут использовать устройства дополненной реальности, чтобы понять, что происходит внутри оборудования, без необходимости его разборки. Новобранцы могут следить за ветеранами с безопасного расстояния, а дополненная реальность помогает им видеть вблизи. По мере роста популярности AR и VR для развлечений они также могут сделать обучение более увлекательным и запоминающимся.
- Контроль качества: AR может ускорить проверку качества, упрощая выявление дефектов. Технология может выделять детали, собранные неправильно, и выявлять продукты, не соответствующие стандартам. ИИ адаптируется к информации реального мира и находит проблемы быстрее, чем человеческий глаз.
- Сборка: Сложные и деликатные сборки увеличивают вероятность человеческой ошибки. Следование точным инструкциям по сборке часто требует много времени и труда. Работникам может потребоваться переключаться между чтением инструкций и выполнением процедуры. Очки дополненной реальности могут отображать инструкции по сборке шаг за шагом в режиме реального времени. Эта инновация может значительно сократить время производства и количество ошибок.
4. Оптимизация процессов с помощью систем ERP
Системы планирования ресурсов предприятия (ERP) помогают всей организации получать информацию в режиме реального времени между отделами. В то время как технология по всему заводу собирает данные обо всем, от оборудования до запасов и выпуска, любой сотрудник компании, которому они нужны, может получить к ним мгновенный доступ. Он также может использоваться в программах автоматизации и программного обеспечения.
устраняют препятствия на пути к информации и сокращают административные и эксплуатационные расходы. Агрегируя данные в режиме реального времени, он обеспечивает профилактическое обслуживание и множество других функций цеха и бэк-офиса.
- Точность данных: Без возможностей работы в реальном времени и интегрированных систем важные данные могут быть потеряны при переводе. Когда вы полагаетесь на ручную отчетность или разрозненные инструменты сбора, у вас есть вероятность ошибок, дублирования данных и противоречивой информации. Разбор того, что действительно, а что нет, требует от организаций значительного времени и усилий. ERP может упростить сбор и обмен данными, сделав их более точными. Все в компании могут получить доступ к одним и тем же данным.
- Скорость: Система ERP упрощает общение и обмен информацией между отделами. Например, когда бухгалтерии требуется точный подсчет запасов, им не нужно ждать, пока менеджер запасов отправит его. Вместо этого финансовая сторона может получить к ней доступ в режиме реального времени так же легко, как и менеджер по запасам.
- Финансовый анализ: Чтобы получить 100%-ное представление о расходах вашей организации, вам нужны данные из каждого отдела. Поскольку снижение затрат является ключевой целью для большинства производителей, очень важно видеть, где все ваши бюджеты сводятся к копейке. Благодаря функциям визуализации данных вы можете быстро определить основные центры затрат и оптимизировать расходы.
- Автоматизация: Многие задачи, связанные с производством, можно автоматизировать с помощью ERP. Например, он может автоматически переупорядочивать материалы на основе данных об уровне запасов. Автоматизируя рутинные задачи на протяжении всего производственного процесса, сотрудники могут уделять больше внимания задачам, требующим высокой квалификации.
Специализированные ERP-системы для производства предлагают более продвинутые возможности, адаптированные к вашим производственным операциям. Высококачественная производственная ERP может включать в себя такие функции, как:
- Прогнозирование спроса и планирование ресурсов
- Управление складом
- Менеджмент качества
- Управление запасами
- Транспортная логистика
5. 3D-печать в производстве
Традиционные методы производства требуют использования субтрактивных материалов. Например, процесс может начаться с листа металла для создания специальной металлической детали. Затем станки с числовым программным управлением (ЧПУ) точно разрезали лист до нужного размера и формы. Лазерная резка и гидроабразивная резка — два других распространенных примера процессов, в которых используется субтрактивное производство.
Что происходит со всем металлоломом или пластиком после обнаружения конечного продукта? В большинстве случаев излишки материала перерабатываются, утилизируются или используются повторно. Традиционный процесс вычитания тратит впустую материал, что стоит денег вашему объекту. Часто также требуются дополнительные ресурсы для безопасной переработки или утилизации материалов.
3D-печать меняет это. Аддитивные производственные процессы формируют точную форму, используя точное количество необходимого материала. Изделия и детали создаются слой за слоем, не оставляя отходов материала. Технология также допускает множество инноваций, в том числе:
- Индивидуализация: С помощью 3D-печати можно создать любой дизайн или вариант продукта без необходимости использования новых процессов, форм или оборудования. Потребность в индивидуальной настройке особенно актуальна при производстве предметов роскоши. Например, производители автомобилей планируют печатать на 3D-принтере подушки сидений, точно соответствующие контурам тела водителя. Мы ожидаем увидеть эту инновацию на рынке к середине 2021 года. Производители медицинского оборудования также могут печатать протезы и элайнеры для отдельных пациентов.
- Гибкость размера партии: Традиционные производственные процессы часто требуют закупки сырья оптом. В результате вам нужно минимальное количество от ваших клиентов или взимать дополнительную плату за частичные партии. 3D-печатные изделия могут изготавливаться на заказ партиями от одной единицы без ущерба для материала. Это преимущество имеет особое применение в аэрокосмической промышленности, где часто требуются узкоспециализированные детали в небольших количествах.
- Быстрое прототипирование: Прототипы имеют решающее значение для процесса разработки продукта. Некоторые идеи необходимо воплотить в жизнь, чтобы инженеры могли устранить конструктивные недостатки и доработать конечный продукт. Традиционное прототипирование может быть дорогим и трудоемким. 3D-печать позволяет быстро создавать недорогие прототипы, позволяя производителям и инженерам быстрее выводить новые идеи на рынок.
- Производство по требованию: Управление запасами представляет множество проблем для производителей. Традиционные бизнес-модели требуют, чтобы производители производили продукты заранее, чтобы они были готовы к отправке, когда клиент заказывает их. Затем производителям приходится выделять имущество и команды для управления складом. 3D-печать позволяет компаниям создавать продукты на заказ и по требованию, избавляя от необходимости хранить как можно больше запасов.
6. Местное производство и распространение
Не так давно аутсорсинг и офшоринг были отраслевой нормой. Сейчас производители возвращаются к отечественному производству. Тенденции реборинга способствуют многие факторы.
Во-первых, глобальная экономика улучшилась, что привело к увеличению производственных затрат. Производить продукцию в странах, куда производители стекались десятилетия назад, уже не намного дешевле. Теперь штаб-квартира внутри страны позволяет компаниям упростить свои цепочки поставок. Учитывая рост расходов на топливо и транспортировку, размещение заводов как можно ближе к конечным потребителям является важной стратегией экономии.
На международных рынках, которые могут поддерживать дешевое производство, отсутствует производственная инфраструктура. В Северной Америке есть возможности автоматизации и инфраструктура, что превращает местное производство в конкурентное преимущество.
Рост электронной коммерции также меняет распределение. Когда-то производители отправляли потребительские товары оптом в магазины по заданным маршрутам. Сейчас некоторые производители доставляют продукцию на дом. Цепочки поставок добавили новое звено, чтобы приспособиться к этому изменению — центры электронного исполнения. Поскольку для конечной доставки требуется более разветвленная сеть транспортировки, локальное производство позволяет сэкономить на стоимости доставки.
Децентрализованное производство включает в себя компании, создающие отдельные заводы на рынках, которые они обслуживают. Тогда, когда клиент сделает новый заказ, продукты будут перемещаться на гораздо более короткое расстояние. Эта модель распределения может повысить скорость доставки, а также сократить транспортные расходы.
Посмотреть наши продукты
Как ваше производственное предприятие может оставаться в курсе отраслевых тенденций
Чтобы идти в ногу с конкурентами, требуются постоянные инновации и улучшения. Он также просит вас знать, куда движется ваша отрасль, и инвестировать в правильные технологии и навыки, чтобы последовать их примеру. Как такие производители, как вы, могут узнать о тенденциях в отрасли и реагировать на них? Вот несколько советов.
1. Следите за торговыми ассоциациями и публикациями
Торговые группы и отраслевые журналы стремятся помочь вам добиться успеха на вашем рынке. Они сообщают о новостях, затрагивающих производителей, и часто публикуют оригинальные данные и отчеты. Они также предоставляют образовательные ресурсы, которые могут помочь вам реализовать новые операции. Вы получите лучшие идеи от экспертов в предметной области и ценные инструменты, которые помогут вам действовать на основе этих знаний.
2. Следите за своими клиентами и конкурентами
Удовлетворение потребностей клиентов — вот где рождаются инновации. Разговор с вашими клиентами может выявить их болевые точки и проблемы, которые отрасли еще предстоит решить. Кроме того, обратите внимание, когда ваши конкуренты запускают новые продукты, методы или операционные стратегии. Хотя целью всегда является дифференциация, некоторые из технологий и тактик ваших конкурентов скоро станут отраслевой практикой.
3. Инвестируйте в правильное оборудование
Инновации могут увязнуть в трудоемких методах или неэффективном графике производства. Каждая единица оборудования на вашем заводе должна обеспечивать более высокую скорость и простоту обслуживания. Решения EAM-Mosca Corporation для обвязки и упаковки в конце линии позволяют вашей команде сосредоточиться на тех высококвалифицированных задачах, которые могут вывести вашу компанию на вершину в вашей области. Системы обвязки Mosca отличаются высокой производительностью и экономичностью, что позволяет обвязывать товары с меньшими затратами ручного труда. Эти системы также способствуют более эффективному использованию сырья, а также снижению затрат на электроэнергию и техническое обслуживание оборудования.
Работайте с новаторами в обвязочной промышленности
EAM-Mosca является лидером отрасли, разрабатывающим инновационные продукты и решения, которые позволяют клиентам повысить эффективность своей деятельности и повысить прибыльность. Если вы заинтересованы в модернизации вашей системы обвязки, рассмотрите возможность инвестирования в технологию ультразвукового уплотнения SoniXs®. Ультразвуковая сварка обеспечивает более стабильную и качественную сварку по сравнению с другими технологиями сварки, используемыми для обвязки ПЭТ и ПП. Система также потребляет меньше электроэнергии, поскольку для создания уплотнения не требуется прикладывание тепла или трения.
Свяжитесь с нами, чтобы узнать обо всех преимуществах нашей технологии и запросить оценку.
Зачем использовать Node.js? Подробное руководство с примерами
Введение
Растущая популярность JavaScript принесла с собой множество изменений, и современная веб-разработка кардинально изменилась. Вещи, которые мы можем делать в Интернете в настоящее время с помощью JavaScript, работающего на сервере, а также в браузере, было трудно представить всего несколько лет назад или они были инкапсулированы в изолированных средах, таких как Flash или Java-апплеты.
Прежде чем углубляться в решения Node.js, вы можете прочитать о преимуществах использования JavaScript в стеке, который унифицирует язык и формат данных (JSON), позволяя оптимально повторно использовать ресурсы разработчиков. Поскольку это больше преимущество JavaScript, чем конкретно Node.js, мы не будем здесь его подробно обсуждать. Но это ключевое преимущество включения Node в ваш стек.
Как утверждает Википедия: «Node.js — это упакованная компиляция движка Google V8 JavaScript, уровня абстракции платформы libuv и основной библиотеки, которая сама в основном написана на JavaScript». Кроме того, стоит отметить, что Райан Даль, создатель Node.js, стремился создать веб-сайтов в режиме реального времени с возможностью push-уведомлений , «вдохновленных такими приложениями, как Gmail». В Node.js он дал разработчикам инструмент для работы в парадигме неблокирующего, управляемого событиями ввода-вывода.
После более чем 20 лет работы в сети без сохранения состояния, основанной на парадигме запроса-ответа без сохранения состояния, у нас наконец-то появились веб-приложения с двусторонними соединениями в режиме реального времени.
Одним предложением: Node.js сияет в веб-приложениях реального времени, использующих технологию push через веб-сокеты. Что в этом революционного? Что ж, после более чем 20 лет безгосударственной сети, основанной на парадигме запрос-ответ без сохранения состояния, у нас наконец-то появились веб-приложения с двусторонними соединениями в режиме реального времени, где и клиент, и сервер могут инициировать связь, что позволяет им свободно обмениваться данными. . Это резко контрастирует с типичной парадигмой веб-ответа, где клиент всегда инициирует общение. Кроме того, все это основано на открытом веб-стеке (HTML, CSS и JS), работающем через стандартный порт 80.
Кто-то может возразить, что у нас это было в течение многих лет в форме Flash и Java-апплетов, но на самом деле это были просто изолированные среды, использующие Интернет в качестве транспортного протокола для доставки клиенту. Кроме того, они запускались изолированно и часто работали через нестандартные порты, для которых могли потребоваться дополнительные разрешения и тому подобное.
При всех своих преимуществах Node.js теперь играет важную роль в стеке технологий многих известных компаний, которые зависят от его уникальных преимуществ. Фонд Node.js объединил все лучшие размышления о том, почему предприятиям следует рассматривать Node.js, в короткой презентации, которую можно найти на странице тематических исследований Node.js Foundation.
В этом руководстве по Node.js я расскажу не только о том, как реализовать эти преимущества, но и о том, почему вы можете захотеть использовать Node.js — и , а почему не — на некоторых классических моделях веб-приложений в качестве примеров.
Как это работает?
Основная идея Node.js: использовать неблокирующий ввод-вывод, управляемый событиями, чтобы оставаться легким и эффективным перед лицом приложений реального времени, интенсивно использующих данные, которые работают на распределенных устройствах.
Это полный рот.
На самом деле это означает, что Node.js равен , а не — новая серебряная пуля, которая будет доминировать в мире веб-разработки. Наоборот, это платформа, которая удовлетворяет определенные потребности.
Tweet
на самом деле означает, что Node.js — это , а не серебряная пуля, новая платформа, которая будет доминировать в мире веб-разработки. Наоборот, это платформа, которая удовлетворяет конкретную потребность . И понимание этого совершенно необходимо. Вы определенно не хотите использовать Node.js для операций с интенсивным использованием ЦП; на самом деле, использование его для тяжелых вычислений сведет на нет почти все его преимущества. Где Node действительно хорош, так это в создании быстрых, масштабируемых сетевых приложений, поскольку он способен обрабатывать огромное количество одновременных подключений с высокой пропускной способностью, что соответствует высокой масштабируемости.
Очень интересно, как это работает под капотом. По сравнению с традиционными методами веб-обслуживания, когда каждое соединение (запрос) порождает новый поток, занимая системную оперативную память и, в конечном итоге, максимально используя объем доступной оперативной памяти, Node. js работает в одном потоке, используя неблокирующий ввод/вывод. O, что позволяет ему поддерживать десятки тысяч одновременных соединений, удерживаемых в цикле событий.
Быстрый подсчет: если предположить, что каждый поток потенциально имеет сопутствующие 2 МБ памяти, работа в системе с 8 ГБ ОЗУ дает нам теоретический максимум 4000 одновременных подключений (расчеты взяты из статьи Майкла Абернети «Что такое Node.js?», опубликованной на IBM developerWorks в 2011 году; к сожалению, статья больше не доступна) , плюс стоимость переключения контекста между потоками. Это сценарий, с которым вы обычно имеете дело в традиционных методах веб-обслуживания. Избегая всего этого, Node.js достигает уровня масштабируемости более 1 млн одновременных подключений и более 600 тыс. одновременных подключений через веб-сокеты.
Конечно, возникает вопрос о совместном использовании одного потока между всеми запросами клиентов, и это потенциальная ловушка при написании приложений Node. js. Во-первых, тяжелые вычисления могут задушить единственный поток Node и вызвать проблемы для всех клиентов (подробнее об этом позже), поскольку входящие запросы будут заблокированы до тех пор, пока указанные вычисления не будут завершены. Во-вторых, разработчики должны быть очень осторожны, чтобы не допустить, чтобы исключение поднималось до основного (самого верхнего) цикла событий Node.js, что приведет к завершению экземпляра Node.js (фактически сбою программы).
Техника, используемая для предотвращения появления всплывающих на поверхность исключений, заключается в передаче ошибок вызывающей стороне в качестве параметров обратного вызова (вместо их выдачи, как в других средах). Даже если возникнет какое-то необработанное исключение, были разработаны инструменты для мониторинга процесса Node.js и выполнения необходимого восстановления поврежденного экземпляра (хотя вы, вероятно, не сможете восстановить текущее состояние сеанса пользователя). наиболее распространенным является модуль Forever или использование другого подхода с внешними системными инструментами upstart и monit , а то и просто выскочка.
NPM: диспетчер пакетов Node
При обсуждении Node.js нельзя упускать из виду одну вещь, а именно встроенную поддержку управления пакетами с помощью NPM, инструмента, который поставляется по умолчанию при каждой установке Node.js. Идея модулей NPM очень похожа на идею Ruby Gems : набор общедоступных повторно используемых компонентов, доступных через простую установку через онлайн-репозиторий, с управлением версиями и зависимостями.
Полный список упакованных модулей можно найти на веб-сайте npm или получить к нему доступ с помощью инструмента npm CLI, который автоматически устанавливается вместе с Node.js. Экосистема модулей открыта для всех, и каждый может опубликовать свой собственный модуль, который будет указан в репозитории npm.
Некоторые из самых полезных модулей npm сегодня:
- express — Express.js — или просто Express — вдохновленная Sinatra среда веб-разработки для Node.js и стандарт де-факто для большинства приложений Node. js, существующих сегодня.
- hapi — очень модульная и простая в использовании структура, ориентированная на настройку, для создания веб-приложений и сервисов
- connect — Connect — это расширяемая структура HTTP-сервера для Node.js, предоставляющая набор высокопроизводительных «плагинов», известных как промежуточное ПО; служит базовой основой для Express.
- socket.io и sockjs — серверный компонент из двух наиболее распространенных сегодня компонентов веб-сокетов.
- pug (ранее Jade ) — один из популярных движков шаблонов, вдохновленный HAML, по умолчанию в Express.js.
- mongodb и mongojs — оболочки MongoDB для предоставления API для объектных баз данных MongoDB в Node.js.
- redis — клиентская библиотека Redis.
- lodash (подчеркивание, lazy. js) — пояс утилит JavaScript. Underscore инициировал игру, но был свергнут одним из двух своих аналогов, в основном из-за лучшей производительности и модульной реализации.
- навсегда — Вероятно, самая распространенная утилита для обеспечения непрерывной работы данного сценария узла. Поддерживает рабочий процесс Node.js в случае любых неожиданных сбоев.
- bluebird — Полнофункциональная реализация Promises/A+ с исключительно хорошей производительностью
- moment — JavaScript-библиотека дат для разбора, проверки, обработки и форматирования дат.
Список можно продолжить. Существует множество действительно полезных пакетов, доступных всем (не в обиду тем, которые я здесь не упомянул).
Примеры использования Node.js
ЧАТ
Чат — наиболее типичное многопользовательское приложение реального времени. От IRC (когда-то) через множество проприетарных и открытых протоколов, работающих на нестандартных портах, до возможности реализовать все сегодня в Node. js с веб-сокетами, работающими через стандартный порт 80.
Приложение чата действительно хороший пример для Node.js: это легкое приложение с высоким трафиком и интенсивным использованием данных (но с низким уровнем обработки/вычислений), которое работает на распределенных устройствах. Это также отличный пример использования для обучения, поскольку он прост, но охватывает большинство парадигм, которые вы когда-либо будете использовать в типичном приложении Node.js.
Давайте попробуем изобразить, как это работает.
В самом простом примере у нас есть один чат на нашем веб-сайте, куда люди приходят и могут обмениваться сообщениями в режиме «один ко многим» (фактически всем). Например, скажем, у нас есть три человека на веб-сайте, и все они подключены к нашей доске объявлений.
На стороне сервера у нас есть простое приложение Express.js, которое реализует две вещи:
- Обработчик запросов
GET /, который обслуживает веб-страницу, содержащую как доску объявлений, так и кнопку «Отправить» для инициализации нового сообщения. вход и - Сервер веб-сокетов, который прослушивает новые сообщения, отправляемые клиентами веб-сокетов.
На стороне клиента у нас есть HTML-страница с несколькими настроенными обработчиками, один для события нажатия кнопки «Отправить», который получает входящее сообщение и отправляет его по веб-сокету, а другой прослушивает новые входящие сообщения на клиенте веб-сокетов (т. е. сообщения, отправленные другими пользователями, которые сервер теперь хочет, чтобы клиент отображал).
Когда один из клиентов публикует сообщение, происходит следующее:
- Браузер перехватывает нажатие кнопки «Отправить» через обработчик JavaScript, извлекает значение из поля ввода (т. инициализация).
- Серверный компонент подключения через веб-сокет получает сообщение и пересылает его всем другим подключенным клиентам, используя широковещательный метод.
- Все клиенты получают новое сообщение в виде push-сообщения через клиентский компонент веб-сокетов, работающий на веб-странице. Затем они берут содержимое сообщения и обновляют веб-страницу на месте, добавляя новое сообщение на доску.
Это самый простой пример. Для более надежного решения вы можете использовать простой кеш на основе хранилища Redis. Или, в еще более продвинутом решении, очередь сообщений для обработки маршрутизации сообщений клиентам и более надежный механизм доставки, который может компенсировать временные потери соединения или хранить сообщения для зарегистрированных клиентов, когда они не в сети. Но независимо от внесенных вами улучшений, Node.js по-прежнему будет работать по тем же основным принципам: реагировать на события, обрабатывать множество одновременных подключений и обеспечивать плавность взаимодействия с пользователем.
API ПОВЕРХ ОБЪЕКТНОЙ БД
Хотя Node.js действительно блестяще работает с приложениями реального времени, он вполне естественно подходит для предоставления данных из объектных БД (например, MongoDB). Сохраненные данные JSON позволяют Node. js работать без несоответствия импеданса и преобразования данных.
Например, если вы используете Rails, вы должны преобразовать JSON в двоичные модели, а затем предоставить их обратно как JSON через HTTP, когда данные потребляются Backbone.js, Angular.js и т. д., или даже просто jQuery AJAX вызывает. С помощью Node.js вы можете просто предоставлять свои объекты JSON с помощью REST API для использования клиентом. Кроме того, вам не нужно беспокоиться о преобразовании между JSON и чем-либо еще при чтении или записи из вашей базы данных (если вы используете MongoDB). Таким образом, вы можете избежать необходимости многократного преобразования, используя единый формат сериализации данных для клиента, сервера и базы данных.
ВХОДЫ В ОЧЕРЕДИ
Если вы одновременно получаете большое количество данных, ваша база данных может стать узким местом. Как показано выше, Node.js может легко обрабатывать одновременные подключения самостоятельно. Но поскольку доступ к базе данных является блокирующей операцией (в данном случае), у нас возникают проблемы. Решение состоит в том, чтобы подтвердить поведение клиента до того, как данные будут действительно записаны в базу данных.
При таком подходе система сохраняет свою отзывчивость при большой нагрузке, что особенно полезно, когда клиенту не требуется твердое подтверждение успешной записи данных. Типичные примеры включают в себя: регистрацию или запись данных отслеживания пользователей, которые обрабатываются пакетами и не используются до более позднего времени; а также операции, которые не нужно отражать мгновенно (например, обновление счетчика «Нравится» на Facebook), где возможная согласованность (так часто используемая в мире NoSQL) приемлема.
Данные помещаются в очередь через какую-либо инфраструктуру кэширования или очередей сообщений, например RabbitMQ или ZeroMQ, и обрабатываются отдельным процессом пакетной записи базы данных или серверными службами с интенсивными вычислениями, написанными на более производительной платформе для таких задач. Подобное поведение может быть реализовано с другими языками/фреймворками, но не на том же оборудовании с такой же высокой поддерживаемой пропускной способностью.
Короче говоря: с помощью Node вы можете отложить записи в базу данных и заняться ими позже, действуя так, как если бы они увенчались успехом.
ПОТОКОВАЯ ПЕРЕДАЧА ДАННЫХ
На более традиционных веб-платформах HTTP-запросы и ответы обрабатываются как изолированные события; на самом деле это потоки. Это наблюдение можно использовать в Node.js для создания некоторых интересных функций. Например, можно обрабатывать файлы, пока они еще загружаются, так как данные поступают через поток, и мы можем обрабатывать их онлайн. Это может быть сделано для кодирования аудио или видео в реальном времени и проксирования между различными источниками данных (см. следующий раздел).
ПРОКСИ
Node.js легко использовать в качестве серверного прокси, где он может обрабатывать большое количество одновременных подключений неблокирующим образом. Это особенно полезно для проксирования различных сервисов с разным временем отклика или сбора данных из нескольких источников.
Пример: рассмотрим приложение на стороне сервера, которое взаимодействует со сторонними ресурсами, извлекает данные из разных источников или хранит активы, такие как изображения и видео, в сторонних облачных службах.
Несмотря на то, что выделенные прокси-серверы существуют, использование Node вместо них может оказаться полезным, если ваша прокси-инфраструктура не существует или вам нужно решение для локальной разработки. Под этим я подразумеваю, что вы можете создать клиентское приложение с сервером разработки Node.js для ресурсов и проксирования/заглушки запросов API, в то время как в производстве вы будете обрабатывать такие взаимодействия с помощью выделенной прокси-службы (nginx, HAProxy и т. д.). .).
БРОКЕРСКАЯ ПАНЕЛЬ — ИНФОРМАЦИОННАЯ ПАНЕЛЬ ТОРГОВА
Вернемся к уровню приложения. Другим примером, где доминирует настольное программное обеспечение, но его можно легко заменить веб-решением, работающим в режиме реального времени, является торговое программное обеспечение брокеров, используемое для отслеживания цен на акции, выполнения расчетов/технического анализа и создания графиков/диаграмм.
Переход на веб-решение, работающее в режиме реального времени, позволит брокерам легко переключаться между рабочими станциями или рабочими местами. Скоро мы можем увидеть их на пляжах Флориды… или Ибицы… или Бали.
ИНФОРМАЦИОННАЯ ПАНЕЛЬ МОНИТОРИНГА ПРИЛОЖЕНИЙ
Еще один распространенный вариант использования, в котором идеально подходят узлы с веб-сокетами: отслеживание посетителей веб-сайта и визуализация их взаимодействия в режиме реального времени.
Вы можете собирать статистику в реальном времени от своего пользователя или даже перевести ее на следующий уровень, вводя целевые взаимодействия с вашими посетителями, открывая канал связи, когда они достигают определенной точки в вашей воронке. (Если вам интересно, эта идея уже реализована в CANDDi.)
Представьте, как вы могли бы улучшить свой бизнес, если бы знали, что делают ваши посетители в режиме реального времени, если бы вы могли визуализировать их взаимодействие. Благодаря двусторонним сокетам Node. js, работающим в режиме реального времени, теперь это возможно.
ИНФОРМАЦИОННАЯ ПАНЕЛЬ МОНИТОРИНГА СИСТЕМЫ
Теперь давайте рассмотрим инфраструктуру. Представьте, например, поставщика SaaS, который хочет предложить своим пользователям страницу мониторинга услуг, такую как страница состояния GitHub. С помощью цикла обработки событий Node.js мы можем создать мощную веб-панель управления, которая асинхронно проверяет статусы сервисов и отправляет данные клиентам с помощью веб-сокетов.
С помощью этой технологии можно сообщать о состоянии как внутренних (внутрикорпоративных), так и государственных услуг в режиме реального времени. Продвиньте эту идею немного дальше и попытайтесь представить приложения для мониторинга Network Operations Center (NOC) в телекоммуникационном операторе, облачном/сетевом/хостинг-провайдере или каком-либо финансовом учреждении, все они работают на открытом веб-стеке, поддерживаемом Node.js и веб-сокетами. вместо Java и/или Java-апплетов.
Примечание. Не пытайтесь создавать системы жесткого реального времени в Node (т. е. системы, требующие постоянного времени отклика). Erlang, вероятно, лучший выбор для этого класса приложений.
Где можно использовать Node.js
ВЕБ-ПРИЛОЖЕНИЯ НА СЕРВЕРНОЙ СТОРОНЕ
Node.js с Express.js также можно использовать для создания классических веб-приложений на стороне сервера. Однако, хотя это возможно, эта парадигма запроса-ответа, в которой Node.js будет нести визуализированный HTML, не является наиболее типичным вариантом использования. Приводятся аргументы за и против такого подхода. Вот несколько фактов, которые следует принять во внимание:
Плюсы:
- Если ваше приложение не требует интенсивного использования процессора, вы можете построить его на Javascript сверху вниз, вплоть до уровня базы данных, если вы используете объект хранения JSON. БД как MongoDB. Это значительно облегчает развитие (включая найм).
- Поисковые роботы получают полностью отрендеренный HTML-ответ, который гораздо более удобен для SEO, чем, скажем, одностраничное приложение или приложение веб-сокетов, работающее поверх Node. js.
Минусы:
- Любые вычисления с интенсивным использованием ЦП будут блокировать отзывчивость Node.js, поэтому многопоточная платформа является лучшим подходом. В качестве альтернативы вы можете попробовать масштабировать вычисления [*].
- Использование Node.js с реляционной базой данных все еще довольно проблематично (подробнее см. ниже). Сделайте себе одолжение и выберите любую другую среду, такую как Rails, Django или ASP.Net MVC, если вы пытаетесь выполнять реляционные операции.
[*] Альтернативой этим вычислениям с интенсивным использованием ЦП является создание высокомасштабируемой среды на основе MQ с внутренней обработкой, чтобы Node оставался фронтальным «клерком» для асинхронной обработки клиентских запросов.
Где Node.js не следует использовать
ВЕБ-ПРИЛОЖЕНИЕ НА СЕРВЕРНОЙ СТОРОНЕ С РЕЛЯЦИОННОЙ БД
Сравнивая Node.js с Express.js с Ruby on Rails, например, раньше было чистое решение в пользу последнего, когда дело дошло до доступа к реляционным базам данных, таким как PostgreSQL, MySQL и Microsoft SQL Server.
Инструменты реляционной базы данных для Node.js все еще находились на ранней стадии разработки. С другой стороны, Rails автоматически обеспечивает настройку доступа к данным прямо из коробки вместе с инструментами поддержки миграции схемы БД и другими жемчужинами (каламбур). Rails и аналогичные фреймворки имеют зрелые и проверенные реализации уровня доступа к данным Active Record или Data Mapper.[*]
Но все изменилось. Sequelize, TypeORM и Bookshelf прошли долгий путь, чтобы стать зрелыми решениями ORM. Возможно, вам также стоит проверить Join Monster, если вы хотите генерировать SQL из запросов GraphQL.
[*] Нередко можно использовать Node исключительно в качестве интерфейса, сохраняя при этом серверную часть Rails и ее легкий доступ к реляционной БД.
Родственный: Серверная часть: использование Gatsby.js и Node.js для обновления статических сайтов
ТЯЖЕЛЫЕ ВЫЧИСЛЕНИЯ/ОБРАБОТКА НА СЕРВЕРНОЙ СТОРОНЕ
Когда дело доходит до тяжелых вычислений, Node. js — не лучшая платформа. Нет, вы определенно не хотите создавать сервер вычислений Фибоначчи в Node.js. В целом, любая операция с интенсивным использованием ЦП сводит на нет все преимущества пропускной способности, которые Node предлагает благодаря своей управляемой событиями неблокирующей модели ввода-вывода, потому что любые входящие запросы будут заблокированы, пока поток занят вашей обработкой чисел — при условии, что вы пытаетесь для выполнения ваших вычислений в том же экземпляре Node, которым вы отвечаете на запросы.
Как уже говорилось ранее, Node.js является однопоточным и использует только одно ядро ЦП. Когда дело доходит до добавления параллелизма на многоядерном сервере, основная команда Node выполняет некоторую работу в виде модуля кластера [ссылка: http://nodejs.org/api/cluster.html]. Вы также можете довольно легко запустить несколько экземпляров сервера Node.js за обратным прокси через nginx.
При кластеризации вам по-прежнему следует разгрузить все тяжелые вычисления фоновым процессам, написанным в более подходящей для этого среде, и заставить их обмениваться данными через сервер очереди сообщений, такой как RabbitMQ.
Несмотря на то, что изначально фоновая обработка может выполняться на том же сервере, такой подход может обеспечить очень высокую масштабируемость. Эти сервисы фоновой обработки можно было бы легко распределить по отдельным рабочим серверам без необходимости настраивать загрузку фронтальных веб-серверов.
Конечно, вы использовали бы тот же подход и на других платформах, но с Node.js вы получаете ту высокую пропускную способность запросов в секунду, о которой мы говорили, поскольку каждый запрос — это небольшая задача, выполняемая очень быстро и эффективно.
Заключение
Мы обсудили Node.js от теории к практике, начиная с его целей и амбиций и заканчивая приятными моментами и ловушками. Когда у людей возникают проблемы с Node, они почти всегда сводятся к тому, что операции блокировки являются корнем всех зол — 99% неправильного использования Node являются прямым следствием.
В Node блокирующие операции являются корнем всех зол — 99% злоупотреблений Node являются прямым следствием.
Твитнуть
Помните: Node.js никогда не создавался для решения проблемы масштабирования вычислений. Он был создан для решения проблемы масштабирования ввода-вывода, с которой он справляется очень хорошо.
Зачем использовать Node.js? Если ваш вариант использования не содержит операций с интенсивным использованием ЦП и доступа к каким-либо блокирующим ресурсам, вы можете воспользоваться преимуществами Node.js и пользоваться быстрыми и масштабируемыми сетевыми приложениями. Добро пожаловать в сеть реального времени.
США Обработка данных: общие системы управления или специальные приложения Патенты и патентные заявки (класс 700)
Общая система управления, устройство или процесс (класс 700/1)
- Несколько процессоров (класс 700/2)
- Каскадное управление (Класс 700/8)
- Диспетчерский контроль (Класс 700/9)
- Последовательный или выборочный (Класс 700/11)
- Оптимизация или адаптивное управление (класс 700/28)
- Цифровое позиционирование (кроме станков) (Класс 700/56)
- Множественные переменные (класс 700/67)
- Специальная функция компенсации или стабилизации (класс 700/71)
- Система выборочных данных (класс 700/73)
- Несколько режимов (например, цифровой/аналоговый) (класс 700/75)
- Генерация специального сигнала ошибки (например, прямого/обратного счетчика) (класс 700/78)
- Наличие функции защиты или надежности (класс 700/79)
- Наличие интерфейса управления оператором (например, пульт управления/отображения) (класс 700/83)
- Подготовка программы (700/86 класс)
- Наличие определенного алгоритма (класс 700/89)
Специальное приложение, устройство или процесс (класс 700/90)
- Анализ соревнований или участников, управление или мониторинг (например, статистический анализ, определение гандикапов, подсчет очков) (класс 700/91)
- Система цифровой обработки аудиоданных (класс 700/94)
- Сборка или производство продукции (класс 700/95)
- Работа с изделиями (класс 700/213)
- Управление роботом (класс 700/245)
- Нереактивный процесс смешивания (например, смешивание цемента, приготовление раствора, разбавляющий химикат) (класс 700/265)
- Система контроля или мониторинга химических процессов (класс 700/266)
- Механическая система управления (Класс 700/275)
- Система производства или распределения электроэнергии (класс 700/286)
- Специальное применение системы управления, реагирующей на температуру (класс 700/299)
- Специальное применение системы управления, реагирующей на давление (класс 700/301)
- Специальное применение системы управления с позиционным откликом (класс 700/302)
- Конкретное применение системы управления, реагирующей на размеры (класс 700/303)
- Специальное применение системы управления, реагирующей на скорость (класс 700/304)
- Специальное применение системы управления, реагирующей на вес (класс 700/305)
- Конкретное применение контроля на основе прошедшего времени (класс 700/306)
Перекрестные ссылки Коллекции произведений искусства
Специальный элемент конструкции робота (класс 700/900)
Коллекции иностранных патентов
Иностранные документы, относящиеся к классу (Класс 700/FOR000)
Система управления последовательной или выборочной обработкой данных, метод или устройство (364/140) (класс 700/FOR101)
Система, метод или устройство управления оптимизацией или адаптивной обработкой данных (364/148) (класс 700/FOR102)
Система, метод или устройство управления цифровым позиционированием (кроме станков) (364/167. 01) (Класс 700/FOR103)
Игра или развлечение (364/410) (Класс 700/FOR104)
- Оценка (364/411) (Класс 700/FOR105)
- Отыгрыш (364/412) (Класс 700/FOR106)
LAUENER: 20 Jahre Erfolg mit Deco
19.01.2018 Торнос СА А — Машинен
Zwanzig Jahre nach dem ersten Gespräch verfügt das Unternehmen über fast 150 Maschinen, darunter etwa 15 kurvengesteuerte Drehmaschinen. Die Medizintechnik macht etwa 50% des Firmenumsatzes aus und die speziell hierfür ausgelegte Werkstatt ist ausschließlich mit Maschinen der Typen Deco und EvoDeco ausgerüstet. José Freire erläutert Hierzu: «Das Produkt Deco/EvoDeco ist wirklich gelungen und wir kennen uns bestens damit aus».
Сертификация и прочее
Das Unternehmen ist nach ISO 9001, 14 001 und 13 485 sertifiziert, aber, wie Emmanuel Raffner sagt: «Diese Normen sind zwar eine gute Basis zur Bestätigung unserer Prozesse, aber die Anforderungen unserer Re Kunden sind in . Und das ist auch der Grund, warum wir uns auf zwei Bereiche, nämlich die Uhrenindustrie und die Medizintechnik, konzentrieren, und warum wir Wert legen auf Maschinen, mit denen wir die besonderen Anforderungen bewältigen können». Wenn auch vor einigen Jahren noch in puncto Anforderungen und Prozessüberwachung ein relativ großer Unterschied zwischen der Uhrenbranche und der Medizintechnik bestand, так что nähern sich beide Bereiche einander immer schneller an. Der Geschäftsführer fügt hinzu: «Noch vor 7 oder 8 Jahren wurden Werkstücke im Hauptprozess gefertigt und bei Bedarf im Rahmen eines Schlichtprozesses nachgearbeitet. Heute werden die Teile in einem einzigen Automatendrehprozess bearbeitet und feinbearbeitet».
«Гибкость, производство и производство, складские запасы, критерий, несоответствие продукции машинному оборудованию, работающему без присмотра – и без него»
Die Parole lautet Konsequenz
Auch wenn Normen einengend wirken können (insbesondere im Zusammenhang mit Validierungsprozessen), sorgen sie doch für eine Konsequenz, die Gewähr für die Beherrschung und die Rückverfolgbarkeit des Prozesses ist. Dies hat Vorteile für die Stabilität der Produktion, und alle Mitarbeiter sind sich dessen bewusst. Эммануэль Раффнер erzählt uns hierzu: «Uns ist es gelungen, uns von der allgemein üblichen Vorstellung zu lösen, dass Normen uns einschränken. Natürlich ergeben sich daraus gewisse Einschränkungen, aber diesen Normen haben wir es auch zu verdanken, dass unser Unternehmen genauer und wettbewerbsfähiger arbeiten kann». Diese Konsequenz ist die konkrete Umsetzung dessen, was wir uns under Qualität vorstellen – und nicht nur wir, denn diese Vorstellung ist eigentlich überall auf der Welt gleich.
Ноу-хау Geteiltes…
Es stimmt, die Kompetenz, die man sich im Bereich der Medizintechnik erworben hat, ist auch der Uhrenbranche zu Gute gekommen. Gleiches gilt aber auch umgekehrt, und zwar insbesondere, было ноу-хау в kleinster Teile betrifft. «Unsere Erfahrungen im Uhrenbereich und in der Herstellung von Uhrwerkteilen mit einer Größe von Weniger als einem Millimeter waren beispielsweise sehr nützlich für die Herstellung von ophthalmologischen Nadeln mit einem Durchmesser von wenigen hundertstel Millimetern», erläutert José Freire. Die Realisierung solcher Teile ist bei Lauener Alltagsgeschäft.
… für eine große Vielfalt and Produkten
Heute spezialisiert sich Lauener auf zwei Geschäftsfelder, aber innerhalb dieser beiden Bereiche produziert das Unternehmen Produkte in enormer Vielfalt. Die Fertigung erstreckt sich auf sehr unterschiedliche Артен фон Тейлен. Auf diese Weise ist das Unternehmen für den Fall gewappnet, падает einmal ein Teil nicht mehr so gefragt ist oder ganz vom Markt verschwindet. Эммануэль Раффнер nennt ein Beispiel: «Natürlich hat der Lebenszyklus der Produkte unserer Kunden direkten Einfluss auf unsere Produktpalette. Aus diesem Grund ist es für uns unerlässlich, uns mit unserem Produktangebot breit aufzustellen, damit wir soweit wie möglich die zukünftige Nachfrage vorwegnehmen und uns dafür wappnen können. Erwähnt werden sollte an dieser Stelle auch, dass die Entwicklung auf dem Gebiet der Messgeräte und die Einführung der Statistischen Prozesskontrolle zu einer Anpassung bestimmter Fertigungsprozesse und der Art der verwendeten Maschinen geführt hat». José Freire fügt dem hinzu: «Für den Bereich der Medizintechnik gilt dasselbe»; heute stellen wir so gut wie keine Knochenschrauben mehr her. Andere Produkte haben sie ersetzt». Solche fortlaufenden Umbrüche haben natürlich Einfluss auf die Firmenphilosophie und auf die Organization der Fertigung.
Гибкость и достоверность
Im Zuge dieser Aufgeschlossenheit muss die Produktion nicht nur flexibel sein; sie muss auch in der Lage sein, die Prozesse der Prototypenfertigung und der Kleinserienfertigung in einem realen Fertigungsprozess ganz einfach zu reproduzieren. „Wir müssen einfach extrem flexibel sein. Die Fertigungszelle, die wir für die Medizintechnik einsetzen, rüsten wir beispielsweise mehrmals täglich für immer wieder andere Teile um. Für bestimmte Werkstücke aus schwer zerspanbaren Werkstoffen benötigen wir ständig neue Werkzeuge», erläutert der Abteilungsleiter.
Schulung als Schlüssel zum Erfolg des Unternehmens
Im Sinne einer guten Sensibilisierung und Berufsausbildung seiner Mitarbeiter hat Lauener schon immer Wert auf Schulung gelegt. Im Zuge der Einführung der TB-Deco-Software im Jahre 1997 hat das Unternehmen zum Beispiel in großem Maßstab in die Schulung seiner Mitarbeiter im Umgang und in der Verwendung der Windows-Tools investiert. Zu diesem Zweck wurden Schulungskurse organisiert und 2/3 der Anschaffungskosten für neue Privatrechner für die Belegschaft übernommen. Die Philosophie fortlaufender Schulung wird auch heute noch hochgehalten. Rosario di Gerlando erläutert dazu: «Wir bieten Schulungen für unterschiedliche Zielgruppen an, so z. B. Schulungen für Auszubildende oder Umschulungen in Form von Basisschulungen. Für unsere Angestellten organisieren wir natürlich immer wieder Fortbildungskurse, damit sie ihre Fachkenntnisse stets auf dem neuesten Stand halten können». Lauener ermuntert seine Mitarbeiter, sich stetig weiterzuentwickeln. Emmanuel Raffner fügt hinzu: «Wir sehen die Ausbildung von Auszubildenden als eine echte Investition an. Wir handeln nach der Devise, dass wir nicht nur für Lauener, sondern für die Schweizer Mikrotechnik-Branche als solche arbeiten. Und das betrachten wir als unerlässlich für die Zukunft». Kompetente und motivierte Mitarbeiter kommen letztendlich auch dem Kunden zugute.
Preise, Fristen, Sicherheit
Die Kunden legen natürlich Wert auf Just-in-timeLieferung, d.h. sie möchten die bestellten Teile zu dem Preis, zu dem Zeitpunkt und zu den Bedingungen bekommen, die jeweils vereinbart wurden. Aber auch die Liefersicherheit ist ihnen wichtig. Sie müssen wissen, dass sie auf ihren Lieferanten zählen können. Um dies seinen Kunden gewährleisten zu können, setzt Lauener in erster Linie auf die Vielseitigkeit und Flexibilität seiner Produktionsmittel. Sollte ES также einmal nicht möglich sein, ein Teil für die Medizintechnik auf der üblicherweise dafür vorgesehenen Maschine zu fertigen, werden die Prozesse validiert und das Produktionsüberwachungssystem gibt das OK für die Herstellung des Teils auf einer anderen Maschineen in diesem so homogen.
Deco, EvoDeco – процесс под контролем
Der aus Maschinen des Typs Deco und EvoDeco лучший машинный парк unter Aufsicht von José Freire ist ein Paradebeispiel für Homogenität. Sowohl был умирает Kinematik als auch die Programmierung betrifft, sind die allerersten Deco-Maschinen aus dem Jahr 1996 vergleichbar mit den zuletzt erworbenen EvoDeco-Maschinen (sowie auch mit denen, deren Lieferung noch aussteht). Von Anfang an wurden die Maschinen mit zahlreichen austauschbaren Zusatzeinrichtungen und Werkzeughaltern ausgestattet. „Ihre Flexibilität, ihre Produktivität und ihre Genauigkeit, das waren die Kriterien, die uns zum Erwerb dieser Maschinen bewogen haben – und wir wurden noch nie von ihnen enttäuscht. Sie werden in allen Punkten unseren Anforderungen gerecht, und zwar heute genauso wie morgen. Es handelt sich hierbei um extrem vielseitige Maschinen, auf denen wir praktisch jedes Teil fertigen können», erläutert der Abteilungsleiter, und er fügt hinzu: «Für uns sind die zwei wichtigsten Stäerken der Deco- und EvoDecoMaschinen ihre Kinematik. Был ли Herstellung komplexer Werkstücke betrifft, ist die Kombination aus diesen beiden Aspekten das Beste, был der Markt zu bieten hat. Wir können damit Teile fertigen, die an keiner anderen Maschine realisiert werden können». Lauener hat die Erfahrung gemacht, dass heutzutage eine neue EvoDeco aufgrund der hervorragenden Kontrolle über die Maschine, in weniger als einer Woche nach ihrer Aufstellung voll einsatzbereit ist.
Kundenorientierung bei Tornos
Auf die Frage nach der Reaktionsschnelligkeit und der Qualität des Tornos-Service antworten unsere Gesprächspartner: «Wir sind mit unseren Beziehungen zu Tornos sehr zufrieden und wir verfolgen die weitere Produktentwicklung dort mites großem.