
Радиус гиба трубы — оптимальные размеры и методы получения
Автор Монтажник На чтение 11 мин Просмотров 17.2к. Обновлено
При монтаже трубопроводов из различного вида материалов его изгиб позволяет уменьшить количество разборных или сварных соединений, понижающих надежность магистрали. При проведении трубогибочных работ полезно знать допустимый радиус гиба трубы, обеспечивающий безопасность и надежную эксплуатацию трубопроводной системы в соответствии с технической документацией.
Чаще всего изгибаемые трубы выполнены из стали и коррозионно-стойких металлов: нержавейки, меди, алюминия, латуни, при устройстве бытовых систем отопления и водопроводов изгибают изделия из пластика и металлопластика. Методы сгибания труб по радиусу различны в зависимости от материала их изготовления и могут быть выполнены ручным или электромеханическим способом на специальных станках.
Рис. 1 Углы гиба медных труб и изделий из латуни
Содержание
- Требования стандартов к радиусу изгиба
- Методы сгибания труб и их преимущества
- Горячая гибка
- Холодные методы сгибания круглых труб
- Методы сгибания квадратного металлопрофиля
- Радиус гиба трубы — приспособления для получения в быту и промышленности
- Ручные трубогибы
- Электромеханические трубогибы
- Применение гидравлики — преимущества
- Методы гибки труб без заводских приспособлений
- Стальные трубы
- Медные трубы
- Металлопластиковые трубы
- Пластиковые трубы
Требования стандартов к радиусу изгиба
При сгибе трубных элементов их стенки не должны изменять свой профиль, сечение и пропускную способность (изменение внутреннего диаметра) — это достигается за счет определенного радиуса разворота, который установлен стандартами.
При определении минимальных пределов закругления учитывают способы его получения — наилучшие показатели в сторону уменьшения обеспечивают дорновые трубогибы с технологией наматывания и температурная обработка, позволяющая уменьшить размеры окружности.
Показатель также зависит от материала изготовления и размеров изделия: наружного диаметра (Dn) и толщины стенок (S), в таблицах также приводится длина прямого участка, которая необходима для получения указанных значений.
При работах важно знать размеры ырагмента, на котором получены данные значения радиуса — они исчисляются суммированием длин двух прямых участков и дуги, рассчитываемой по специальной формуле.
Рис. 2 Минимальный радиус гиба трубы стальных трубопроводов и расчет длины дуги
Данные, приведенные в таблицах, гарантируют при соблюдении размерных параметров требуемую ГОСТ эллипсность и овальность до 12,5%.
Согласно ГОСТ 17365-71В на трубопроводы для агрессивных сред, указан следующий минимальный радиус гиба труб:
- для элементов с наружным диаметром D до 20 мм. — не менее 2,5 D;
- при D, больше 20 мм. радиус не должен быть меньше 3,5 D.
При этом утоньшение стенок в зоне гиба не должно превышать 20% для стали и 25% для алюминия.
Методы сгибания труб и их преимущества
Сгибание труб является технологией, где нужный поворот в направлении трубопроводной линии создается путем физического воздействия на заготовку, метод имеет следующие преимущества:
- Уменьшенная металлоемкость, в магистрали отсутствуют переходные фланцы, муфты и патрубки.
- Пониженные трудозатраты при монтаже трубопроводов по сравнению со сварными соединениями.
- Низкие гидравлические потери из-за неизменного профильного сечения.
Рис. 3 Дорны для трубогибов
- Неизменная структура металла, его физические и химические параметры по сравнению со сваркой.
- Высокое качество герметизации, линия имеет однородную структуру без разрывов и стыков.
- Эстетичный внешний вид магистрали
Существуют две основных технологии гибки — горячая и холодная, приспособления и методы можно разбить на следующие категории:
- По типу физического воздействия трубогибный агрегат может быть ручной и электрический с механическим или гидравлическим приводом.

- По технологии сгибания — дорновые (гиб при помощи специальных внутренних протекторов), бездорновые, и вальцовочные установки с роликами.
- По профилю — установки для металлопропрофильных прямоугольных или круглых изделий.
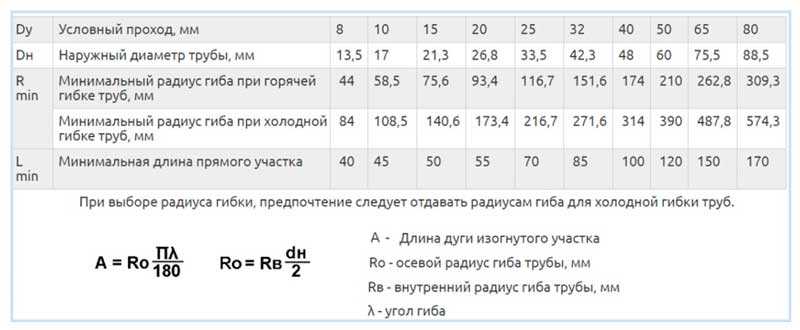
Рис. 4 Горячие способы гибки труб
Горячая гибка
Популярная в быту технология применяется в случаях, когда отсутствует трубогибный аппарат или нет возможности произвести работы холодным способом, процесс состоит из нескольких операций:
- Заготовка заполняется речным мелкозернистым сеяным песком без посторонних вкраплений в сухом виде. Для этого с одного конца вставляют заглушку, засыпают песок и закрывают отверстие с другой стороны.
- Место изгибания нагревается до температуры не более 900 градусов во избежание пережога и производится постепенное плавное механическое наматывание детали вокруг округлого шаблона.
- По окончании процесса заглушки извлекаются и из заготовки высыпается песок.
Холодные методы сгибания круглых труб
Холодные способы имеют неоспоримые преимущества перед горячими технологиями: они не нарушают структуру металла, более производительны и требуют меньше затрат. При холодном сгибе возникают следующие дефекты:
При холодном сгибе возникают следующие дефекты:
- уменьшение сечения трубы с внешней стороны профиля;
- искривления в загибе в виде гофры с внутренней стороны;
- изменение профильной формы в местах изгиба труб с круглой на овальную.
Рис. 5 Сгибание заготовок из металлопрофиля в быту
Чаще всего подобные дефекты возникают при деформации тонкостенных труб, поэтому при операциях с ними используется внутренний протектор — дорн, вставляемый во внутреннюю полость.
Дорн представляет собой устройство, состоящее из жесткого стержня с подвижными сегментами на краю шарообразной или полусферической формы. Перед работой устройство помещается во внутреннюю полость заготовки таким образом, чтобы его подвижные элементы располагались в точке гиба, по окончании процедуры дорн извлекают из готового элемента и процесс повторяют.
Методы сгибания квадратного металлопрофиля
Изгибание профиля квадратного или прямоугольного сечения хотя и применяется в промышленности, гнутый металлопрофиль более востребован в быту. При сооружении перекрытий теплиц требуется арочный профиль, который можно сделать с использованием несложного устройства. Принцип действия этого приспособления заключается в прокатке профильной заготовки через систему из трех вращающихся валков, два крайних из которых являются неподвижными, а третий перемещается в продольном направлении, задавая угол изгиба.
При сооружении перекрытий теплиц требуется арочный профиль, который можно сделать с использованием несложного устройства. Принцип действия этого приспособления заключается в прокатке профильной заготовки через систему из трех вращающихся валков, два крайних из которых являются неподвижными, а третий перемещается в продольном направлении, задавая угол изгиба.
Если необходимо получить в прямоугольном профиле меньший радиус закругления, используют термический нагрев металлопрофиля паяльной лампой или газовой горелкой с одновременным физическим воздействием.
Рис. 6 Рычажные гибы в ручных приспособлениях
Радиус гиба трубы — приспособления для получения в быту и промышленности
На строительном рынке можно обнаружить большое количество приспособлений индивидуального использования для изгибания труб, от простейших пружин до сложных электромеханических станков с гидравлической подачей.
Ручные трубогибы
Трубогибы данного класса обладают невысокой стоимостью, имеют простую конструкцию, малый вес и габариты, процесс изгибания заготовки происходит за счет физического усилия работника. По принципу работы ручные агрегаты, выпускаемые промышленностью, можно разбить на следующие категории.
По принципу работы ручные агрегаты, выпускаемые промышленностью, можно разбить на следующие категории.
Рычажные. Изгибание производится за счет большого рычага, позволяющего уменьшить прилагаемое мышечное усилие. В таких устройствах заготовка вставляется в оправку заданной формы и размера (пуансон) и с помощью рычага происходит огибание шаблонной поверхности изделием — в результате получается элемент заданного профиля. Рычажные устройства позволяют получать радиус закругления в 180 градусов и подходят для труб из мягких металлов небольшого диаметра (до 1 дюйма). Для получения закруглений различного размера используют сменные пуансоны, для облегчения проведения работ многие модели оснащаются гидроприводом.
Рис. 7 Арбалетные приспособления ручного типа, чтобы получить нужный радиус гиба трубы
Арбалетные. При работе заготовка помещается на два валика или упора, а изгибание происходит давлением на ее поверхность между упорами пуансона заданной формы и сечения. Агрегаты имеют сменные пуансонные насадки и передвижные упоры, позволяющие задавать радиус изгиба стальной трубы или заготовок из цветных металлов.
Гибочный башмак установлен на штоке, который может перемещаться с помощью винтовой передачи, гидравлического давления жидкости при ручном нагнетании или посредством гидравлики с электроприводом. Подобные устройства позволяют производить изгибание труб из мягких материалов диаметром до 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Являются самым распространенным типом трубогибочных агрегатов в быту и промышленности, работают по принципу холодной вальцовки. Конструктивно выполнены в виде двух роликов, в ручьи которых устанавливается заготовка, третий ролик постепенно подводят к поверхности, одновременно прокатывая изделие в разные стороны. В результате происходит деформация заготовки без складкообразования большего сечения, чем в других ручных трубогибах.
Отличительной особенностью агрегата является невозможность получения малого радиуса закругления (обычное значение 3 — 4 величины внутреннего диаметра).
Все перечисленные устройства являются бездорновыми агрегатами, поэтому неэффективны при гибке тонкостенных изделий, также их нежелательно использовать при работе с заготовками со сварным стыком стенок — при пластический деформации возможно раскрытие отдельных участков шва.
Рис. 8 Трубогибочные вальцы
Электромеханические трубогибы
Электромеханические агрегаты в основном используются в промышленности и обеспечивают выполнение следующих технологических процессов.
- Бездорновая гибка. Станки применяются при работе с заготовками, для радиусов гиба 3 — 4 D., способны изгибать толстостенные трубы для мебельной и строительной отрасли, магистральных трубопроводов. Станки имеют самую простую конструкцию и управление по сравнению с другими видами, отличаются малыми габаритными размерами и весом.
- Бустерная обработка. Агрегаты, работающие по специальной технологии продвижения каретки с деталью дополнительным узлом, разработаны для получения сложных гибов без утоньшения стенок. Применяются для изготовления змеевиков различной формы в тепловой энергетике, котельной и водонагревательной индустрии.
- Дорновая гибка. Агрегаты данного типа позволяют производить высококачественное изгибание тонкостенных элементов с наружным диаметром до 120 мм. Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.
- Трехвалковая гибка. Конструкция широко используется для изгибания любых металлов и сплавов, отличается универсальностью: отлично справляется с профилем круглого или прямоугольного сечения, уголками и плоскими пластинами. Многофункциональность агрегата достигается за счет смены валков с различным видом рабочих поверхностей и размеров.
 Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.
Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.При помощи данного агрегата удобно гнуть элементы большой длины с одинаковым большим радиусом закругления на всем протяжении.
Рис. 9 Промышленные трубогибы
Применение гидравлики — преимущества
Во многих ручных и практически во всех промышленных трубогибочных агрегатах используется гидравлический привод, имеющий следующие преимущества перед винтовым механическим:
- бесступенчатая подача привода к сгибаемому изделию;
- возможность развивать большие статические усилия при возвратно-поступательном движении, недостижимые при использовании только одних электроприводов;
- малые габариты основных узлов;
- высокое быстродействие;
- надежность и долговечность;
- отсутствие трущихся узлов и хорошая смазываемость.

Рис. 10 Способ гибки стальной металлической заготовки
Методы гибки труб без заводских приспособлений
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
- Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
- Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
- Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
- После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.
Рис. 11 Как получают нужный радиус гиба трубы из меди
Медные трубы
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна — стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность.
- Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
- При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
- По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.
Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.
Пластиковые трубы
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
Изделия сложной формы гнут следующим образом:
- На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
- Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
- По окончании работ выкручивают саморезы и извлекают заготовку.
Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
- Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
- Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
- Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.
Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиус гиба трубы, что позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).
Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).
Естественный радиус изгиба труб Pexgol
Для создания изгибов с трубами Pexgol, проложенными в траншеях, над поверхностью земли или на мостиках для трубопроводов, труба может быть согнута согласно таблице «Естественный радиус изгиба».
Данные в таблице 78.1 верны для установок при любых температурах окружающей среды от самых низких до 40 °C.
Для труб с диаметром менее 110 мм применяются данные для труб с диаметром 110 мм для всех классов давления.
Гибка на месте предусматривает выкапывание траншеи на соответствующий радиус изгиба, а затем развертывание или стягивание трубы в необходимый изгиб и помещение ее в траншею.
Такой тип конструкции трубопровода, использующий естественную гибкость труб, уменьшает количество соединений и снижает потери напора.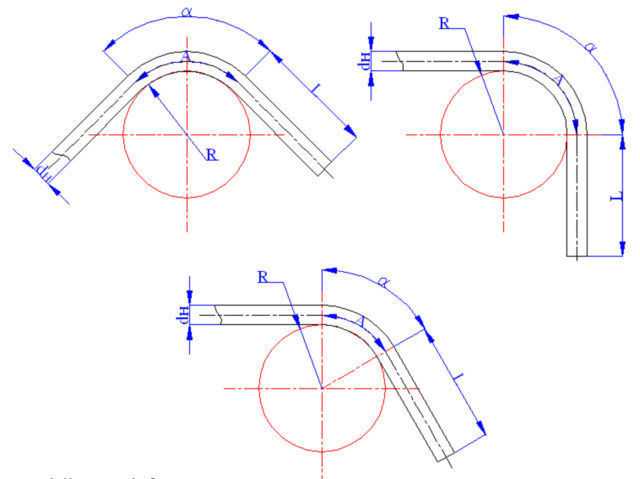
При сгибании на месте необходимо придерживаться соответствующих мер безопасности. Для гибки на месте может понадобиться применение значительной силы, а труба может сильно отскакивать назад в случае соскальзывания устройств фиксации или их случайного открытия при изгибе.
| Class 30 | Class 24 | Class 19 | Class 15 | Class 12 | Class10 | Class 8 | Class 6 | Pipe OD |
|---|---|---|---|---|---|---|---|---|
| 3.0D | 3.5D | 4.5D | 5.0D | 6.5D | 8.0D | 10.5D | 13.5D | 110 |
| 3.5D | 4.5D | 5.5D | 6.5D | 8.5D | 10.0D | 13.5D | 16.5D | 125 |
| 3.5D | 4.5D | 5.5D | 6.5D | 8.5D | 10.0D | 13.5D | 16.5D | 140 |
| 3.5D | 4.5D | 5.5D | 6.5D | 8.5D | 10.0D | 13.5D | 16. 5D 5D | 160 |
| 3.5D | 4.5D | 5.5D | 6.5D | 8.5D | 10.0D | 13.5D | 16.5D | 180 |
| 3.5D | 4.5D | 5.5D | 6.5D | 8.5D | 10.0D | 13.5D | 16.5D | 200 |
| 3.5D | 4.5D | 5.5D | 6.5D | 8.5D | 10.0D | 13.5D | 16.5D | 225 |
| 4.0D | 5.0D | 6.5D | 8.0D | 10.0D | 12.0D | 16.0D | 20.0D | 250 |
| 4.0D | 5.0D | 6.5D | 8.0D | 10.0D | 12.0D | 16.0D | 20.0D | 280 |
| 5.5D | 7.0D | 8.5D | 11.0D | 13.5D | 16.0D | 21.5D | 27.0D | 315 |
| 5.5D | 7.0D | 8.5D | 11.0D | 13.5D | 16.0D | 21.5D | 27.0D | 355 |
7. 0D 0D | 8.5D | 10.5D | 13.0D | 17.0D | 20.0D | 27.0D | 34.0D | 400 |
| 7.0D | 8.5D | 10.5D | 13.0D | 17.0D | 20.0D | 27.0D | 34.0D | 450 |
| 8.0D | 10.0D | 13.0D | 16.0D | 20.0D | 24.0D | 32.0D | 40.0D | 500 |
| 9.0D | 11.0D | 13.5D | 17.0D | 22.0D | 26.0D | 34.5D | 43.0D | 560 |
| 9.5D | 12.0D | 14.5D | 19.0D | 23.5D | 28.0D | 37.0D | 47.0D | 630 |
| 10.0D | 13.0D | 16.0D | 20.0D | 25.0D | 30.0D | 40.0D | 50.0D | 710 |
Проектирование труб Pexgol с естественными изгибами
При проектировании труб Pexgol с естественными изгибами рекомендуется обратиться за консультацией к нашему персоналу по эксплуатационному обслуживанию.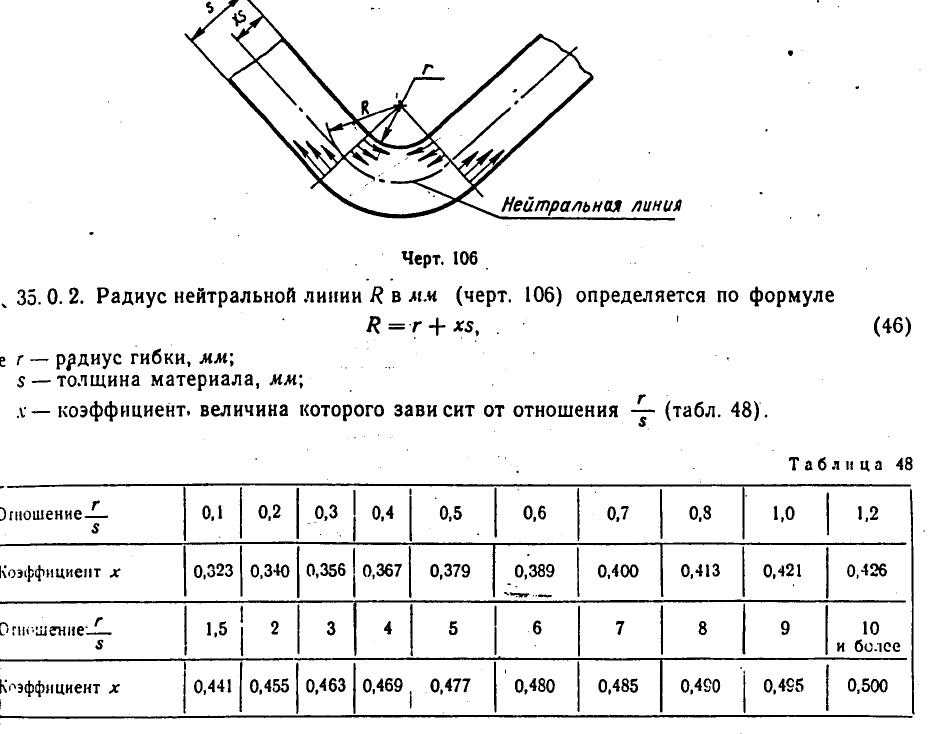 Следует обратить внимание, что для гибки трубы на месте необходимо соответствующее оборудование. Нужно предусмотреть место, необходимое для вставки трубы в конструкцию, а также возможность приложения к трубе момента изгиба.
Следует обратить внимание, что для гибки трубы на месте необходимо соответствующее оборудование. Нужно предусмотреть место, необходимое для вставки трубы в конструкцию, а также возможность приложения к трубе момента изгиба.
«Естественные» изгибы труб Pexgol
В таблице «Естественный радиус изгиба» представлены радиусы изгиба труб Pexgol. При возможности рекомендуем проектировать трубопровод с более значительными радиусами изгиба для облегчения
гибки труб на месте
Изгибы труб должны фиксироваться фиксирующими зажимами до и после каждого колена. Для труб диаметром 280 мм и более, помимо двух указанных мест фиксации, трубные изгибы должны поддерживаться по центру. Для получения более подробной информации следует обратиться к специалисту Golan по применению.
Изменение трассы труб Pexgol в траншеях
Для изменения трассы заглубленных труб рекомендуется выкапывать траншеи с минимальным естественным радиусом изгиба, указанным в таблице «Естественный радиус изгиба».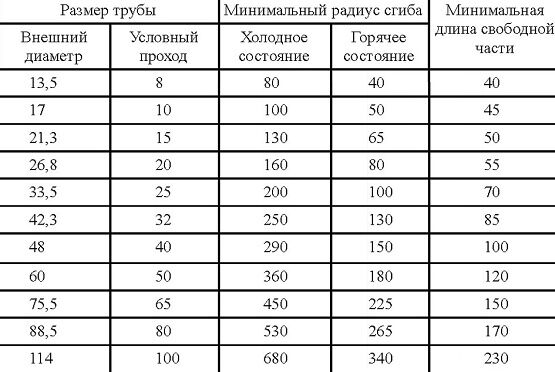
We are ready to provide you with a quote for your project.
REQUEST A QUOTE
Трубы и отводы. Основное руководство для вторых инженеров: Часть 2
Главный инженер Мохит Сангури Трубопровод
В нашей предыдущей статье (Трубы и отводы – Часть 1) мы обсуждали разницу между трубой и трубой, значение номинального диаметра и спецификацию трубы. В этой статье мы обсудим изгибы, локти и изгиб под углом.
Изгиб или локоть
Термины изгибы и локти на кораблях всегда вызывают сомнения. Они часто используются как синонимы. Разница между ними следующая:
- Изгиб — это общий термин, обозначающий любое смещение или изменение направления трубопровода. Это расплывчатый термин, который также включает локти.
- Колено — это технический термин, и они классифицируются как 90 градусов или 45 градусов, короткий или длинный радиус. Отводы
- соответствуют промышленным стандартам и имеют ограничения по размеру, радиусу изгиба и углу. Углы обычно составляют 45 градусов или 90 градусов. Все остальные смещения классифицируются как изгибы труб.
- Отводы обычно изготавливаются или изготавливаются в соответствии с потребностями трубопровода; однако отводы являются сборными и стандартными и доступны со склада.
- Изгибы никогда не бывают острыми углами, в отличие от локтей. Методы гибки труб имеют ограничения в отношении степени утончения материала, которая может быть разрешена для безопасного сдерживания давления удерживаемой жидкости. Поскольку отводы бывают сборными, литыми или сварными встык, они могут быть острыми, как прямые углы, так и возвратные отводы на 180 градусов.
- Колено является стандартным фитингом, но изгибы изготавливаются по индивидуальному заказу.
- В изгибах, поскольку труба изогнута и не используется сварка, трение в трубе меньше, а поток более плавный. В локтях сварка может создавать некоторое трение.
- Все отводы являются отводами, но не все отводы являются отводами.
- Изгиб имеет больший радиус, чем колена.
- Как правило, самым основным отличием является радиус кривизны. Колена обычно имеют радиус кривизны от одного до двух диаметров трубы. Изгибы имеют радиус кривизны, более чем в два раза превышающий диаметр.

 В локтях сварка может создавать некоторое трение.
В локтях сварка может создавать некоторое трение.Короткий радиус и длинный радиус
Отводы снова классифицируются как отводы с длинным или коротким радиусом. Разница между ними заключается в длине и кривизне. Отвод с коротким радиусом будет придавать трубопроводу более крутой поворот, чем отвод с большим радиусом.
Отвод с коротким радиусом 90 градусов- У отвода с большим радиусом радиус кривизны в 1,5 раза больше номинального диаметра. У стандартного колена радиус кривизны в 1,0 раза больше номинального диаметра трубы.
- Колена с большим радиусом обеспечивают меньшее сопротивление трению жидкости, чем короткие колена.
- Колена с большим радиусом создают меньший перепад давления, чем колена с коротким радиусом.
- Короткий радиус дешевле, чем длинный радиус.
- Колена с коротким радиусом используются там, где мало места.

В дополнение к этой классификации изгибы бывают 45 градусов, 90 градусов и 180 градусов, также называемые возвратным коленом.
Колено 180 градусовКолено 45 градусов поворачивает жидкость/трубопровод на 45 градусов и так далее.
Колено с коротким радиусом 45 градусовОтводы под углом
Другой тип отвода — это отвод под углом. Изгиб под углом представляет собой изгиб, который получается путем обрезки концов труб под углом и их соединения. Настоящий угловой изгиб — это изгиб под углом 90 градусов, полученный путем разрезания двух труб под углом 45 градусов и их соединения сваркой. Точно так же три трубы, разрезанные под углом 22,5 градуса, дадут 9Изгиб под углом 0 градусов.
угловой отвод В следующей статье мы обсудим различные фитинги для труб.
Каталожные номера
- ФИТИНГИ ДЛЯ ТРУБ ОТ SAFELOK-USA
- Трубка из нержавеющей стали
- Ящик для инженерных инструментов
- Руководство по расчету трубопроводов и трубопроводов: строительство, проектирование, изготовление — Дж. Филлип Элленбергер
- Шсм
Об авторе
Главный инженер Мохит Сангури — старший механик морского флота (класс I, неограниченная мощность). Он имеет 12-летний опыт работы в качестве морского инженера. В настоящее время он работает с Dynacom Tankers Ltd в их подразделении балкеров, а в прошлом работал в Wallems Ship Mgmt по автовозам и PCTC, MSC Ship Mgmt по контейнерам, Univan Ship Mgmt по Ро-Ро и Five Stars Shipping по балкерам и SNP Ship Mgmt. на General Cargo под различными обозначениями.
Размер приямка/радиус изгиба
К началу страницы
РАЗМЕР ЯМЫ/РАДИУС ИЗГИБА
Первым шагом в планировании операции разрыва труб является оптимизация расположения вставных и вытягивающих валов путем использования вставных валов для вставки новой трубы в двух направлениях. . Эта оптимизация снижает объем раскопок, мобилизации и демобилизации. Эти шахты следует планировать на смотровых колодцах или боковых соединениях канализационных линий, а также на пожарных гидрантах или задвижках в системах водоснабжения. Длина участка между вставным и тянущим валами не должна создавать силы трения, превышающие возможности разрывной системы и предел прочности трубы на растяжение. Следующим шагом является обеспечение того, чтобы площадь вокруг каждой шахты была достаточной для безопасной работы необходимого оборудования и размещения материалов. Вставной вал имеет плоскую и наклонную части; плоская часть должна была быть достаточно длинной, чтобы можно было совместить осевые линии разрывной головки с центральными линиями старой трубы. Наклонный участок должен быть достаточно длинным, чтобы полиэтиленовая труба могла изгибаться без какого-либо отрицательного воздействия на трубу (т. е. соответствовать требованиям к радиусу изгиба трубы). Трубы из полиэтилена могут быть согнуты в холодном состоянии до радиуса, в 25-30 раз превышающего наружный диаметр трубы, в зависимости от ее SDR.
. Эта оптимизация снижает объем раскопок, мобилизации и демобилизации. Эти шахты следует планировать на смотровых колодцах или боковых соединениях канализационных линий, а также на пожарных гидрантах или задвижках в системах водоснабжения. Длина участка между вставным и тянущим валами не должна создавать силы трения, превышающие возможности разрывной системы и предел прочности трубы на растяжение. Следующим шагом является обеспечение того, чтобы площадь вокруг каждой шахты была достаточной для безопасной работы необходимого оборудования и размещения материалов. Вставной вал имеет плоскую и наклонную части; плоская часть должна была быть достаточно длинной, чтобы можно было совместить осевые линии разрывной головки с центральными линиями старой трубы. Наклонный участок должен быть достаточно длинным, чтобы полиэтиленовая труба могла изгибаться без какого-либо отрицательного воздействия на трубу (т. е. соответствовать требованиям к радиусу изгиба трубы). Трубы из полиэтилена могут быть согнуты в холодном состоянии до радиуса, в 25-30 раз превышающего наружный диаметр трубы, в зависимости от ее SDR. Из-за способности трубы изгибаться площадь укладки трубы перед вставкой не обязательно должна совпадать с существующей трубой. Например, для 18-дюймовой полиэтиленовой трубы с SDR 17 минимальная длина вставного вала равна горизонтальной длине, в 12 раз превышающей диаметр новой трубы (18 футов), плюс наклонная длина, в 2,5 раза превышающая глубину вала. как показано на рисунке 13 (Беннетт и Ариаратнам 2005 г.) Ширина приямка зависит от диаметра трубы и необходимого рабочего пространства вокруг трубы. Приямок для вытягивания должен быть достаточно большим, чтобы можно было использовать лебедку или тяговое устройство, вместе с удалением разрывной головки.
Из-за способности трубы изгибаться площадь укладки трубы перед вставкой не обязательно должна совпадать с существующей трубой. Например, для 18-дюймовой полиэтиленовой трубы с SDR 17 минимальная длина вставного вала равна горизонтальной длине, в 12 раз превышающей диаметр новой трубы (18 футов), плюс наклонная длина, в 2,5 раза превышающая глубину вала. как показано на рисунке 13 (Беннетт и Ариаратнам 2005 г.) Ширина приямка зависит от диаметра трубы и необходимого рабочего пространства вокруг трубы. Приямок для вытягивания должен быть достаточно большим, чтобы можно было использовать лебедку или тяговое устройство, вместе с удалением разрывной головки.
Рис. 13 Размеры вставного вала для полиэтиленовой трубы с SDR 17
Приемлемые меры по контролю дорожного движения, основанные на DOT и постановлениях местных органов власти, а также для растягивания плавленой полиэтиленовой трубы с минимальными неудобствами для жителей и предприятий поблизости должны быть тщательно продуманы.